
Zprávy průmyslu
-

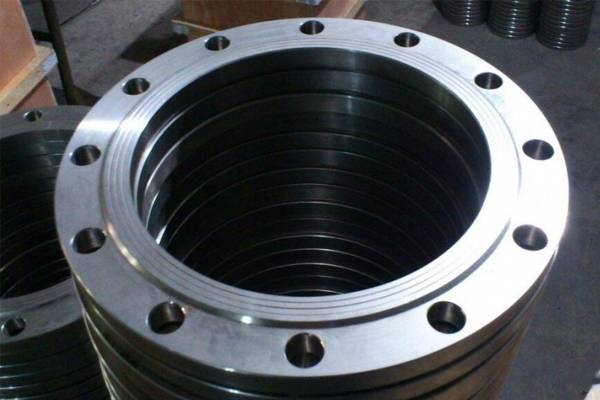
Plochý-svařované příruby a příruby zadek
Rozdíl ve struktuře mezi přírubami s plochým svařováním krku a přírubami zadku na krk leží v různých režimech připojení zákoutí a příruby. Ploché svařovací příruby krku jsou obecně zákoutí a příruby úhel úhlu, zatímco příruby svařování na krku jsou příruby a nooks zadek conne ...Přečtěte si více -

Jaké jsou příčiny úniku příruby?
Důvody úniku příruby jsou následující: 1. vychýlení, odkazuje na potrubí a přírubu, nejsou vertikální, odlišný střed, povrch příruby není rovnoběžný. Když vnitřní střední tlak přesahuje tlak zatížení těsnění, dojde k úniku příruby. Tato situace je způsobena hlavně v ...Přečtěte si více -

Jaký je utěsňovací účinek příruby
Příruba uhlíkové oceli, jmenovitě materiálem pro tělesnou přírubu uhlíkové oceli nebo konektorem příruby koncové příruby. Která obsahuje přírubu z uhlíkové oceli, známá jako příruba uhlíkové oceli. Běžným materiálem je obsazení WCB uhlíkové oceli, kování A105, nebo Q235B, A3, 10 #, #20 ocel, 16 mangan, 45 oceli, Q345B atd. ...Přečtěte si více -
Časté problémy při zpracování příruby z nerezové oceli
Zpracování příruby z nerezové oceli musí porozumět a věnovat pozornost následujícím problémům: 1, Defekty svaru: Defekty svaru z nerezové oceli jsou vážnější, pokud má použít metodu manuálního mechanického broušení, pak mleté značky, což má za následek nerovnoměrné ...Přečtěte si více -

Jaké jsou požadavky na třídy pro příruby zadek
Příruba zadku je průměr potrubí a tloušťka stěny na konci rozhraní je stejná jako potrubí, které má být svařováno, a obě trubky jsou také svařovány. Připojení příruby zadek se snadno používá, vydrží relativně velký tlak. Pro příruby zadku nejsou materiály ...Přečtěte si více -

DHDZ: Jaké jsou procesy žíhání pro vypouštění?
Proces žíhání vypořádání lze rozdělit na úplné žíhání, neúplné žíhání, sféroidizující žíhání, difúzní žíhání (homogenizační žíhání), izotermální žíhání, žíhání a rekrystalizace stresu podle složení, požadavků a účelu ... ...Přečtěte si více -

Osm hlavních vlastností kování
Vypouštění se obecně vytvářejí po kování, řezání, tepelném zpracování a dalších postupech. Aby se zajistila kvalita výroby matrice a snížila výrobní náklady, měl by materiál mít dobrou mírnost, machinabilitu, ztvrdnost, ztvrdnost a mletí; Mělo by to ...Přečtěte si více -

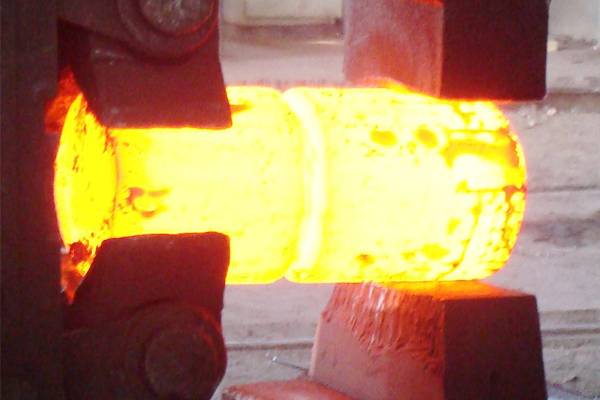
Kolik metod vytápění víte o vypuštění před vytvořením?
Předběžné vytápění je důležitým spojením v celém procesu kování, který má přímý vliv na zlepšení kování produktivity, zajištění kvality kování a snížení spotřeby energie. Správný výběr teploty zahřívání může způsobit, že se sochorta vytváří v lepší plasticity. Pergin ...Přečtěte si více -
Metody chlazení a zahřívání pro výkopy z nerezové oceli
Podle různé rychlosti chlazení existují tři metody chlazení v nerezové oceli: chlazení ve vzduchu, rychlost chlazení je rychlejší; Rychlost chlazení je v písku pomalá; Chlazení v peci je rychlost chlazení nejpomalejší. 1. chlazení ve vzduchu. Po kování, nerezová ocel pro ...Přečtěte si více -

Znalost obrábění a kování kola
Kování kolem patří do jakéhokoli výkonu, ve skutečnosti je jednoduchým bodem zpracování kulaté oceli. Kování kola má zjevný rozdíl s jiným ocelářským průmyslem a kování kola lze rozdělit do tří kategorií, ale mnoho lidí neví o kování kolem, takže porozumíme ...Přečtěte si více -

Znalost velikosti zrna fólií
Velikost zrna odkazuje na velikost zrna v krystalu velikosti zrna. Velikost zrna může být vyjádřena průměrnou plochou nebo průměrným průměrem zrna. Velikost zrna je vyjádřena stupněm zrna v průmyslové výrobě. Obecná velikost zrna je větší, tj. Čím jemnější, tím lépe. AbsolvoPřečtěte si více -

Jaké jsou metody kování čištění?
Čištění kování je proces odstraňování povrchových defektů vypouštění mechanickými nebo chemickými metodami. Aby se zlepšila kvalita povrchu výkojů, zlepšila se snižovací podmínky výkojů a zabránilo tomu, aby se defekty povrchu rozšiřovaly, je nutné čistit povrch sochorů a ...Přečtěte si více











