Ковані бруски




Виробник поковок у відкритому штампуванні в Китаї
Ковані бруски


Найчастіше використовуваний матеріал: 1045 | 4130 | 4140 | 4340 | 5120 | 8620 |42CrMo4 | 1.7225 | 34CrAlNi7 | S355J2 | 30NiCrMo12 | 22NiCrMoV12
КОВАНІ ПРУТКОВІ ФОРМИ
Круглі прутки, квадратні прутки, плоскі прутки та шестигранні прутки. All Metals має ковальські можливості для виробництва прутків з наступних типів сплавів:
● Легована сталь
● Вуглецева сталь
● Нержавіюча сталь
МОЖЛИВОСТІ КОВАНОЇ ПЛИТКИ
СПЛАВ
МАКС. ШИРИНА
МАКСИМАЛЬНА ВАГА
Вуглець, сплав
1500 мм
26000 кг
Нержавіюча сталь
800 мм
20000 кг
МОЖЛИВОСТІ КОВАНОЇ ПЛИТКИ
Максимальна довжина кованих круглих та шестигранних прутків становить 5000 мм, а максимальна вага — 20000 кг.
Максимальна довжина та ширина для плоских та квадратних прутків становить 1500 мм, а максимальна вага – 26000 кг.
A кований пруток або прокатний прутоквиготовляється шляхом взяття злитка такуваннязменшують його до розміру, як правило, за допомогою двох протилежних плоских штампів. Ковані метали, як правило, міцніші, твердіші та довговічніші, ніж литі форми або оброблені деталі. Ви можете отримати коване зернисте покриття по всій поверхні поковок, що збільшує здатність деталей витримувати деформацію та зношування.
Компанія Shanxi DongHuang Wind Power Flange Manufacturing Co., LTD., як виробник ковки, сертифікований за стандартом ISO, гарантує, що поковки та/або прутки однорідні за якістю та не мають аномалій, які негативно впливають на механічні властивості або оброблюваність матеріалу.
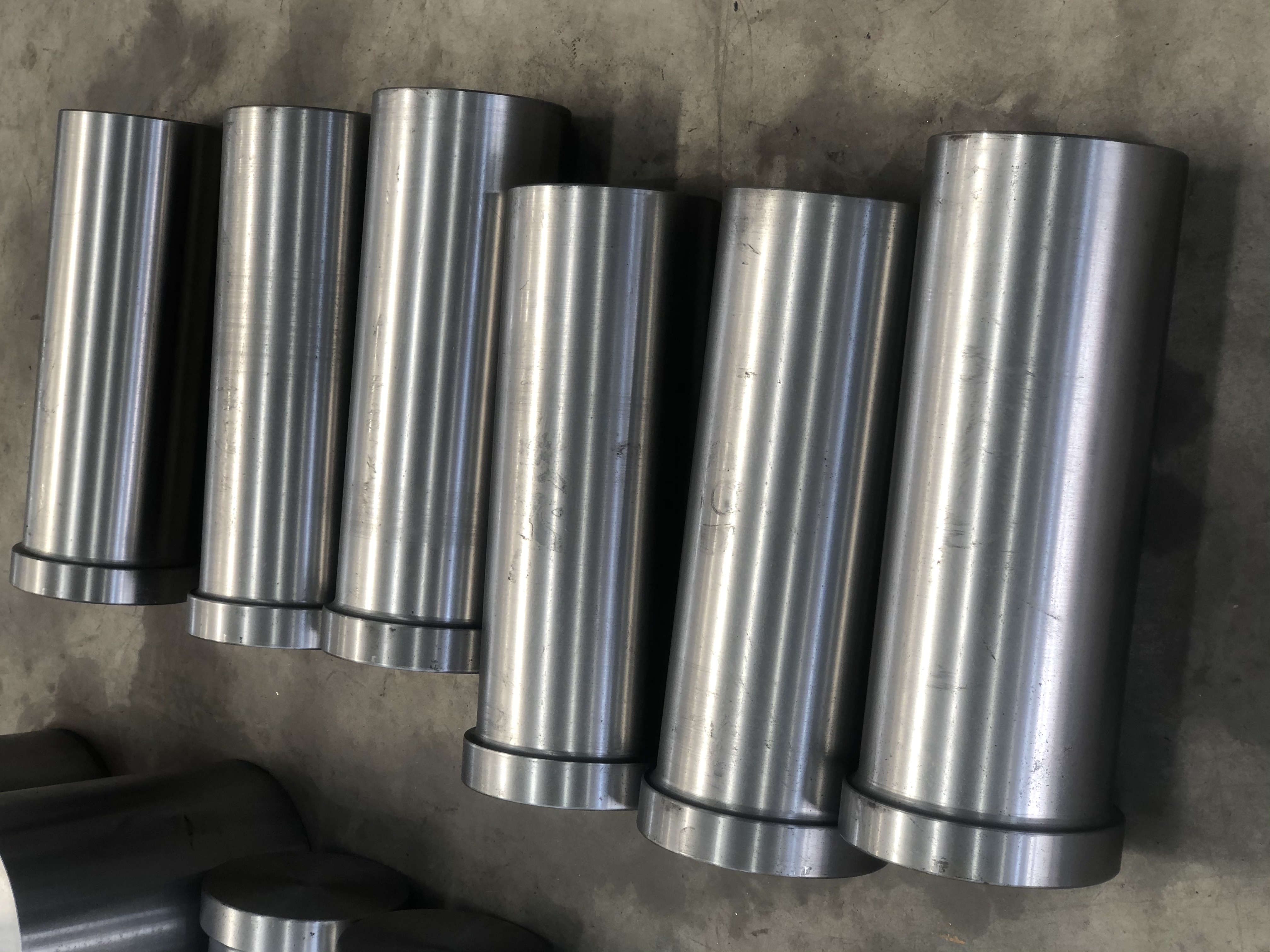
Випадок:
Марка сталіEN 1.4923 X22CrMoV12-1
СтруктураМартенситний
| Хімічний склад % сталі X22CrMoV12-1 (1.4923): EN 10302-2008 | ||||||||
| C | Si | Mn | Ni | P | S | Cr | Mo | V |
| 0,18 - 0,24 | макс. 0,5 | 0,4 - 0,9 | 0,3 - 0,8 | макс. 0,025 | макс. 0,015 | 11 - 12,5 | 0,8 - 1,2 | 0,25 - 0,35 |
Застосування
Силова установка, машинобудування, виробництво електроенергії.
Компоненти для трубопроводів, парових котлів та турбін.
Форма доставки
Круглий пруток, Прокатні кільця, Розточені круглі прутки, Кований пруток X22CrMoV12-1
Розмір: φ58 x 536L мм.



Практика кування (гарячої роботи)
Матеріали завантажують у піч і нагрівають. Коли температура досягає 1100℃, метал кується. Це стосується будь-якого механічного процесу, який формує метал за допомогою одного або кількох штампів, наприклад, кування у відкритому/закритому штампі, екструзія, прокатка тощо. Під час цього процесу температура металу падає. Коли вона знижується до 850℃, метал знову нагрівається. Потім повторюється гаряча обробка при цій підвищеній температурі (1100℃). Мінімальне співвідношення для гарячої обробки від злитка до заготовки становить 3 до 1.
Процедура термічної обробки
Завантажте попередньо оброблений обробний матеріал у піч для термічної обробки. Нагрійте до температури 900 ℃. Витримайте при цій температурі протягом 6 годин 5 хвилин. Загартуйте в олії та відпустіть при 640 ℃. Потім охолодіть на повітрі.
Механічні властивості кованого прутка X22CrMoV12-1 (1.4923).
| Номер- Міцність на розтяг (МПа) (+QT) | 890 |
| Rp0.2Границя плинності 0,2% (МПа) (+QT) | 769 |
| KV- Енергія удару (Дж) (+QT) | -60° 139 |
| A - Мін. видовження при розриві (%) (+QT) | 21 |
| Твердість за Брінеллем (HBW): (+A) | 298 |
Будь-які марки матеріалів, крім вищезазначених, можуть бути ковані відповідно до вимог замовника.