
Haberler
-

Dövme parçaların oksidasyon sorunları nasıl önlenir?
Dövme parçaları dövme işlemi ile üretildiğinden, dövme sıcak dövme ve soğuk dövme olarak ikiye ayrılabilir, sıcak dövme metalin yeniden kristalleşme sıcaklığının üstünde yapılan dövmedir, yükseltir...Devamını oku -
Serbest dövme üretimi dövme dikkat edilmesi gereken birkaç nokta
Serbest dövme için kullanılan aletler ve ekipmanlar basit, evrensel ve düşük maliyetlidir. Döküm boşluğuyla karşılaştırıldığında, serbest dövme büzülme boşluğunu, büzülme gözenekliliğini, gözenekliliği ve diğer kusurları ortadan kaldırır...Devamını oku -
Dövme ekipmanları nelerdir?
Ağır sanayinin gelişmesiyle birlikte dövme ekipmanları da çeşitlenmiştir. Dövme ekipmanları, dövme sürecinde şekillendirme ve ayırma için kullanılan mekanik ekipmanları ifade eder. Dövme ekipmanları...Devamını oku -

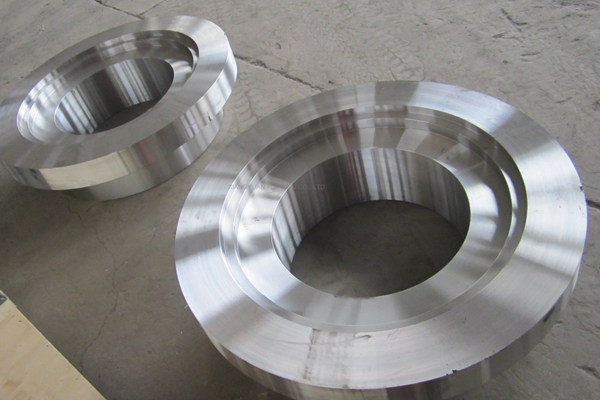
Büyük çaplı flanşların çeşitli dövme işlemleri
Büyük çaplı flanş dövme işleminin birçok türü vardır ve flanş fiyat farkı küçük değildir. Büyük çaplı flanş dövme işlemi aşağıdaki gibidir: 1. Bu işlem esas olarak ... için kullanılır.Devamını oku -

Flanş bağlantısı
Flanş bağlantısı, iki boruyu, boru bağlantı parçasını veya ekipmanı sırasıyla bir flanş plakasına sabitlemek için kullanılır ve iki flanş arasına, cıvatalarla birbirine sabitlenen flanş yastığı eklenir...Devamını oku -

Dövme parçaların üretim sürecinde nelerin iyileştirilmesi gerekir?
Günümüzde dövme parçaların kullanımında, sıcaklık kontrolünün kötü olması veya dikkatsizlik üretim sürecinde bir dizi kusura neden olacak, bu da dövme parçaların kalitesini düşürecektir.Devamını oku -

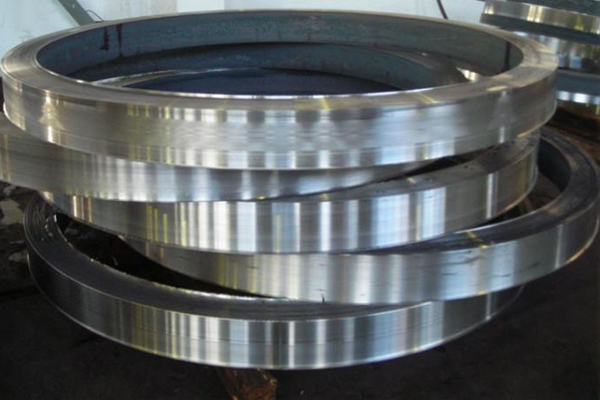
Flanş kullanım derecesini etkileyen faktörler
Flanşların yaygın kaba yapısı durumunda, farklı çelik kaliteleri ve farklı sarım yöntemleri farklı yorulma sınırı azaltma derecelerine sahiptir, örneğin sıcak bobin flanşlarının azalma derecesi ...Devamını oku -

Paslanmaz çelik dövmeler için soğutma ve ısıtma yöntemleri
Farklı soğutma hızına göre paslanmaz çelik dövmelerin üç soğutma yöntemi vardır: havada soğutma, soğutma hızı daha hızlıdır; kireç kumunda soğutma hızı yavaştır. Kürkte...Devamını oku -
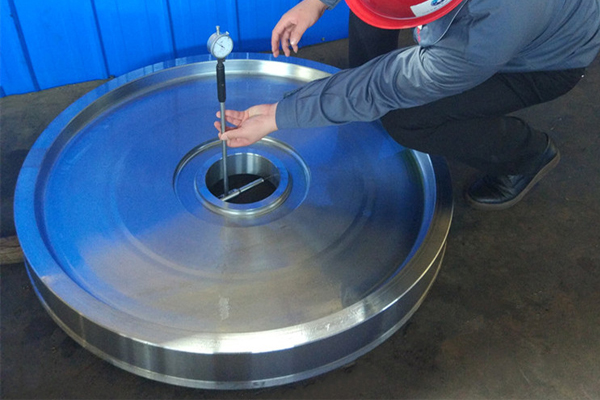
Dövmelerin görünüm kalitesinin denetlenmesi
Görünüm kalite muayenesi genellikle tahribatsız bir muayenedir, çoğunlukla çıplak gözle veya düşük büyüteçle muayene yapılır, gerekirse tahribatsız muayene yöntemi de kullanılır.Devamını oku -
Dövme işlemi sırasında güvenlik açısından nelere dikkat etmeliyiz?
Dövme işlemi sırasında güvenlik açısından şunlara dikkat etmeliyiz: 1. Dövme üretimi, metal yakma durumunda (örneğin, düşük karbonlu çelik dövme işleminin 1250~750℃ aralığında) gerçekleştiriliyor olması...Devamını oku -

Dövme: İyi dövmeler nasıl yapılır?
Şimdi endüstrideki bağlantı parçaları çoğunlukla dövme yolunu kullanıyor, DHDZ yüksek kaliteli dövmeler sağlıyor, peki şimdi dövme yaparken hangi hammaddeler kullanılıyor? Dövme malzemeleri çoğunlukla karbon çeliğidir ve hepsi...Devamını oku -

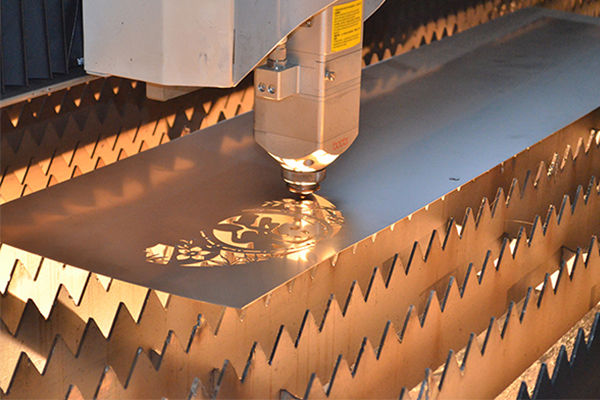
Odak medya | DHDZ dingxiang kapsamlı gazete birinci sayfa haber başlıkları!
30 Eylül (Perşembe) günü, Dingxiang Haber'in genel bölümünde Shanxi Donghuang Rüzgar Enerjisi Flanş Üretim A.Ş.'nin CNC makinesi için LAZER kesim makinesini tanıttığı bir başlık yer aldı...Devamını oku











