
Branchennachrichten
-

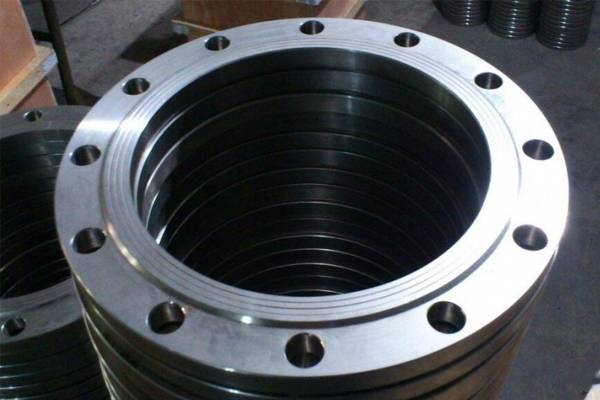
Flache-geschweißte Flansche und Stolpernflansche
Der Unterschied in der Struktur zwischen flachen Schweißflanschen und Flanschen des Halskastenschweißes liegt in den verschiedenen Verbindungsmodi der Ecken und Flansche. Nackenflache Schweißflansche sind im Allgemeinen Nooks und Flansche Winkelanschluss, während Hals -Butt -Schweißflansche Flansche und Nooks Butt Conne sind ...Mehr lesen -

Was sind die Ursachen für Flanschleckage?
Die Gründe für den Flanschleckagen sind wie folgt: 1. Die Ablenkung bezieht sich auf Rohr und Flansch nicht vertikal, eine andere Mitte, die Flanschoberfläche ist nicht parallel. Wenn der interne mittlere Druck den Lastdruck der Dichtung überschreitet, tritt ein Flanschleckage auf. Diese Situation ist hauptsächlich in ...Mehr lesen -

Wie ist der Versiegelungseffekt des Flansches?
Kohlenstoffstahlflansch, nämlich das Körpermaterial ist Kohlenstoffstahlflansch oder Endflanschanschluss. Dies enthält Kohlenstoffstahlflansch, bekannt als Kohlenstoffstahlflansch. Gemeinsames Material wird WCB mit Kohlenstoffstahl gegossen, der A105 oder Q235B, A3, 10 #, #20 Stahl, 16 Mangan, 45 Stahl, Q345B usw. There ...Mehr lesen -
Häufige Probleme bei der Verarbeitung von Edelstahlflansch -Flansch
Die Verarbeitung von Edelstahlflansch muss auf folgende Probleme verstehen und achten: 1, Schweißfehler: Edelstahl -Flanschschweißstörungen sind schwerwiegender, wenn es sich um eine manuelle mechanische Schleifbehandlungsmethode handelt, dann die Schleifspuren, die zu einem unebenen SUR führen ...Mehr lesen -

Was sind die Anforderungen an die Note für Butt-Welt-Flansche?
Der Stutkörperflansch ist der Rohrdurchmesser und die Wandstärke des Grenzflächenends sind das gleiche wie das zu schweißende Rohr, und die beiden Rohre sind ebenfalls geschweißt. Die Anschlüsse des Flow-Abting-Flansches ist einfach zu bedienen und kann relativ großem Druck standhalten. Für Butt-Welld Flansche sind die Materialien nicht die ...Mehr lesen -

DHDZ: Was sind die Glühprozesse für Schmiedeten?
Der Glühprozess von Schmiedungen kann in vollständiges Glühen, unvollständiges Glühen, Sphäroidisieren von Glühen, Diffusionsglühen (Homogenisierung von Tempern), isothermales Glühen, Delstress-Glühen und Rekristallisationsglühen gemäß den Kompositionen, Anforderungen und Zwecken unterteilt werden.Mehr lesen -

Die acht Haupteigenschaften des Schmiedens
Nach dem Schmieden, Schneiden, Wärmebehandlung und anderen Verfahren werden in der Regel Schmiedetechnik geschmiedet. Um die Herstellungsqualität des Würfels zu gewährleisten und die Produktionskosten zu senken, sollte das Material eine gute Formbarkeit, Bearbeitbarkeit, Härten, Härten und Schleifbarkeit aufweisen. Es sollte al ...Mehr lesen -

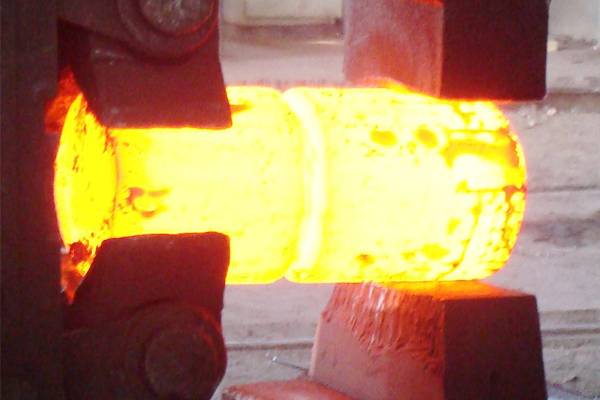
Wie viele Heizmethoden kennen Sie vor dem Schmieden über Schmiedeteile?
Vorabheizung ist eine wichtige Verbindung im gesamten Schmiedeprozess, der einen direkten Einfluss auf die Verbesserung der Produktivität des Schmiedens, die Gewährleistung der Schmiedenqualität und die Reduzierung des Energieverbrauchs hat. Die ordnungsgemäße Wahl der Heiztemperatur kann das Billet in einem besseren Plastizitätszustand bilden. Forgin ...Mehr lesen -
Kühl- und Heizmethoden für Edelstahl -Schmiedel
Gemäß der unterschiedlichen Kühlgeschwindigkeit gibt es drei Kühlmethoden mit Edelstahl -Schmiedethoden: Kühlung in der Luft, Kühlgeschwindigkeit ist schneller; Die Kühlgeschwindigkeit ist langsam im Sand; Das Abkühlen im Ofen, die Kühlrate ist die langsamste. 1. Kühlung in der Luft. Nach dem Schmieden Edelstahl für ...Mehr lesen -

Kenntnis der Bearbeitung und Schmieden
Das Schmieden gehört zu einer Art Schmiedetuch. Ein einfacher Punkt ist die runde Stahlschmiedeverarbeitung. Das Fischen von Runden hat einen offensichtlichen Unterschied in der anderen Stahlindustrie, und das Schmieden kann in drei Kategorien unterteilt werden, aber viele Menschen wissen nicht, dass sie Rundgottesfälle haben. Lassen Sie uns also verstehen ...Mehr lesen -

Kenntnis der Korngröße von Schmiedetieren
Die Korngröße bezieht sich auf die Korngröße innerhalb eines Kristalls der Korngröße. Die Korngröße kann durch die durchschnittliche Fläche oder den durchschnittlichen Durchmesser des Getreides ausgedrückt werden. Die Korngröße wird durch die Korngröße in der industriellen Produktion ausgedrückt. Die allgemeine Korngröße ist größer, dh desto feiner desto besser. Accordi ...Mehr lesen -

Was sind die Methoden zur Reinigung des Reinigens?
Das Schmiedensreinigen ist das Entfernen von Oberflächenfehlern von Schmiedethoden durch mechanische oder chemische Methoden. Um die Oberflächenqualität von Schmiedetaten zu verbessern, die Schnittbedingungen von Schmiedeten zu verbessern und Oberflächendefekte zu verhindern, ist es erforderlich, die Oberfläche von Billets zu reinigen und ...Mehr lesen











