Ковани пръти




Производител на отворени ковани изделия в Китай
Ковани пръти


Често използван материал: 1045 | 4130 | 4140 | 4340 | 5120 | 8620 |42CrMo4 | 1.7225 | 34CrAlNi7 | S355J2 | 30NiCrMo12 | 22NiCrMoV12
КОВАНИ ПРОФИЛИ
Кръгли пръти, квадратни пръти, плоски пръти и шестостенни пръти. All Metals разполага с ковашки възможности за производство на пръти от следните видове сплави:
● Легирана стомана
● Въглеродна стомана
● Неръждаема стомана
ВЪЗМОЖНОСТИ НА КОВАНИЯ ПРЪТ
СПЛАВА
МАКСИМАЛНА ШИРИНА
МАКСИМАЛНО ТЕГЛО
Въглерод, сплав
1500 мм
26000 кг
Неръждаема стомана
800 мм
20000 кг
ВЪЗМОЖНОСТИ НА КОВАНИЯ ПРЪТ
Максималната дължина за ковани кръгли и шестостенни пръти е 5000 мм, с максимално тегло 20000 кг.
Максималната дължина и ширина за плоски и квадратни пръти е 1500 мм, с максимално тегло 26000 кг.
A кована или валцована пръчкасе произвежда чрез вземане на слитък икованеОформя се по размер, обикновено чрез две противоположни плоски матрици. Кованите метали са склонни да бъдат по-здрави, по-твърди и по-издръжливи от отливаните форми или машинно обработените части. Можете да получите кована зърнеста структура във всички секции на изковките, което увеличава способността на частите да издържат на деформация и износване.
Shanxi DongHuang Wind Power Flange Manufacturing Co., LTD., като регистриран по ISO сертифициран производител на ковани изделия, гарантира, че кованите изделия и/или прътите са с хомогенно качество и без аномалии, които са вредни за механичните свойства или машинните характеристики на материала.
Случай:
Клас на стоманатаEN 1.4923 X22CrMoV12-1
СтруктураМартензитен
| Химичен състав % от стоманата X22CrMoV12-1 (1.4923): EN 10302-2008 | ||||||||
| C | Si | Mn | Ni | P | S | Cr | Mo | V |
| 0,18 - 0,24 | макс. 0,5 | 0,4 - 0,9 | 0,3 - 0,8 | макс. 0,025 | макс. 0,015 | 11 - 12.5 | 0.8 - 1.2 | 0,25 - 0,35 |
Приложения
Силова установка, машиностроене, производство на електроенергия.
Компоненти за тръбопроводи, парни котли и турбини.
Формуляр за доставка
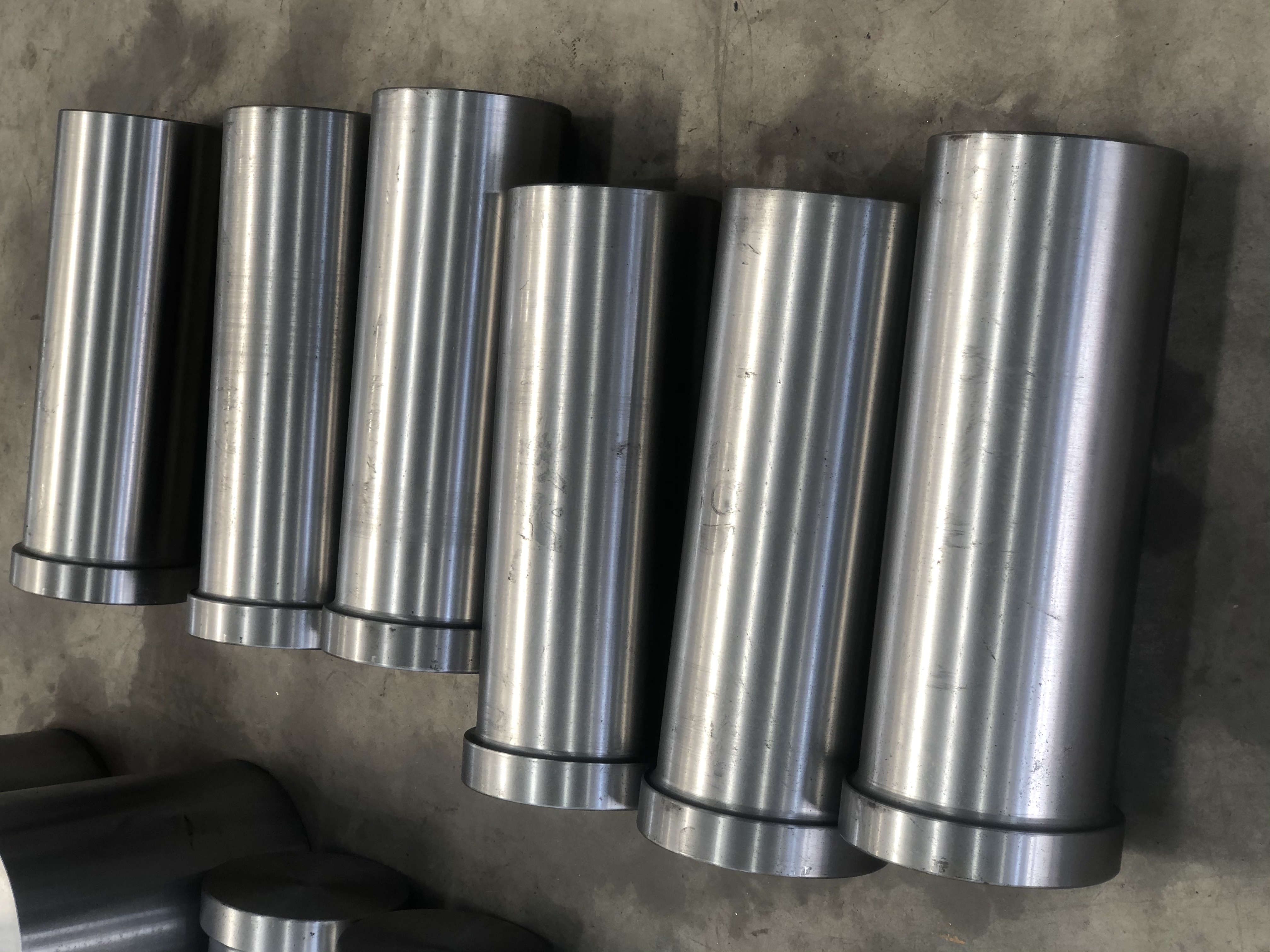
Кръгла пръчка, Валцувани ковани пръстени, Пробити кръгли пръти, Кована пръчка X22CrMoV12-1
Размер: φ58 x 536L мм.



Практика за коване (гореща работа)
Материалите се зареждат в пещ и се нагряват. Когато температурата достигне 1100℃, металът се кова. Това се отнася до всеки механичен процес, който оформя метала с помощта на една или повече матрици, например коване в отворена/затворена матрица, екструдиране, валцоване и др. По време на този процес температурата на метала пада. Когато падне до 850℃, металът се нагрява отново. След това се повтаря гореща обработка при тази повишена температура (1100℃). Минималното съотношение за гореща обработка от слитък към заготовка е 3 към 1.
Процедура за термична обработка
Заредете предварително обработения машинен материал в пещ за термична обработка. Загрейте до температура от 900 ℃. Задръжте при тази температура за 6 часа и 5 минути. Закалете в масло и отвърнете при 640 ℃. След това охладете на въздух.
Механични свойства на кована пръчка X22CrMoV12-1 (1.4923).
| Рм- Якост на опън (MPa) (+QT) | 890 |
| Rp0.20,2% граница на текучест (MPa) (+QT) | 769 |
| KV- Енергия на удара (J) (+QT) | -60° 139 |
| A - Мин. удължение при скъсване (%) (+QT) | 21 |
| Твърдост по Бринел (HBW): (+A) | 298 |
Всякакви видове материали, различни от гореспоменатите, могат да бъдат ковани според изискванията на клиента.