
Sektör haberleri
-

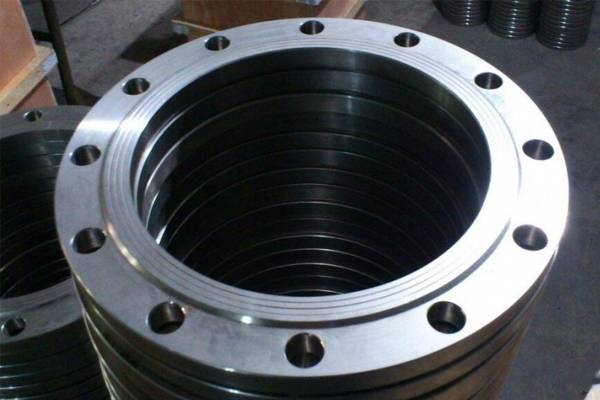
Düz-kaynaklı flanşlar ve popo ile dolu flanşlar
Boyun düz kaynak flanşları ve boyun popo kaynak flanşları arasındaki yapı farkı, köşe ve flanşların farklı bağlantı modlarında yatmaktadır. Boyun düz kaynak flanşları genellikle köşe ve flanşlar açı bağlantısıdır, boyun poposu kaynağı flanşları flanşlar ve köşe butt conne ...Devamını oku -

Flanş sızıntısının nedenleri nelerdir?
Flanş sızıntısının nedenleri aşağıdaki gibidir: 1. Sapma, boru ve flanşı ifade eder, dikey değildir, farklı merkez, flanş yüzeyi paralel değildir. İç orta basınç contanın yük basıncını aştığında, flanş sızıntısı meydana gelir. Bu durum esas olarak ...Devamını oku -

Flanşın sızdırmazlık etkisi nasıl
Karbon çelik flanşı, yani gövde malzemesi karbon çelik flanşı veya uç flanş konektörüdür. Karbon çelik flanşı olarak bilinen karbon çelik flanşını içerir. Yaygın malzeme, A105 veya Q235B, A3, 10 #, #20 çelik, 16 manganez, 45 çelik, Q345B vb. Ther ...Devamını oku -
Paslanmaz çelik flanş işleminde sık sorunlar
Paslanmaz çelik flanşın işlenmesi aşağıdaki sorunları anlamalı ve dikkat etmelidir: 1, kaynak kusurları: Paslanmaz çelik flanş kaynak kusurları daha ciddidir, eğer telafi etmek için manuel mekanik öğütme işlemi yöntemi kullanacaksa, öğütme işaretleri, eşit olmayan suratla sonuçlanır ...Devamını oku -

Popo ile kaynaklı flanşlar için sınıf gereksinimleri nelerdir
Popo-welding flanşı boru çapıdır ve arayüz ucunun duvar kalınlığı kaynaklanacak boru ile aynıdır ve iki boru da kaynaklanmıştır. Popo welding flanş bağlantısının kullanımı kolaydır, nispeten büyük baskıya dayanabilir. Popo ile dolu flanşlar için malzemeler ...Devamını oku -

DHDZ: Dikkatler için tavlama süreçleri nelerdir?
Dikkatlerin tavlama süreci tam tavlama, eksik tavlama, sferoidizasyon tavlama, difüzyon tavlama (homojenleştirici tavlama), izotermal tavlama, stres tavlama ve yeniden kristalleşme tavlama, kompozisyon, gereksinimler ve amaca göre bölünebilir ...Devamını oku -

Dövmenin sekiz ana özelliği
Dikkatler genellikle dövme, kesme, ısıl işlem ve diğer prosedürlerden sonra dövülür. Ölümün üretim kalitesini sağlamak ve üretim maliyetini azaltmak için malzemenin iyi dövülebilirlik, işlenebilirlik, sertleşebilirlik, sertleşebilirlik ve öğütülebilirliğe sahip olması gerekir; AL ...Devamını oku -

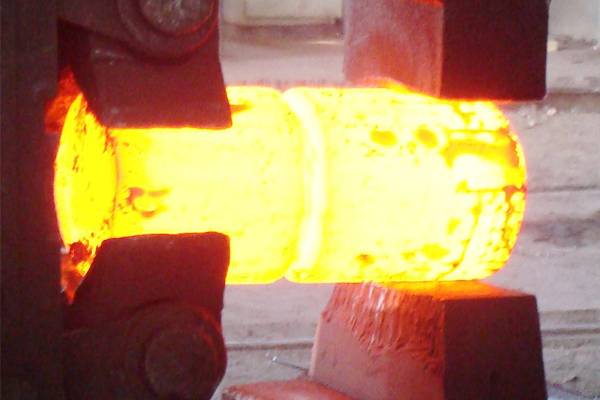
Dövme yapmadan önce Ambals hakkında kaç tane ısıtma yöntemi biliyorsunuz?
Isıtma öngörme, dövme verimliliğini artırma, dövme kalitesini sağlama ve enerji tüketimini azaltma üzerinde doğrudan etkisi olan tüm dövme işleminde önemli bir bağlantıdır. Uygun ısıtma sıcaklığı seçimi, kütüklerin daha iyi bir plastisite durumunda oluşmasını sağlayabilir. Forgin ...Devamını oku -
Paslanmaz çelik ambalajlar için soğutma ve ısıtma yöntemleri
Farklı soğutma hızına göre, paslanmaz çelik ambalajların üç soğutma yöntemi vardır: havada soğutma, soğutma hızı daha hızlıdır; Soğutma hızı kumda yavaş; Fırında soğutma, soğutma hızı en yavaştır. 1. Havada soğutma. Dövüşten sonra, paslanmaz çelik ...Devamını oku -

İşleme ve dövme bilgisi
Dövme turu bir tür boğulmaya aittir, aslında basit bir nokta yuvarlak çelik dövme işlemidir. Dövme turunun diğer çelik endüstrisiyle belirgin bir fark vardır ve dövme turu üç kategoriye ayrılabilir, ancak birçok insan yuvarlak dövme hakkında bilmiyor, bu yüzden anlayalım ...Devamını oku -

Tahıl büyüklüğü bilgisi
Tahıl boyutu, tane boyutu kristali içindeki tane boyutunu ifade eder. Tahıl boyutu, tahılın ortalama alan veya ortalama çapı ile ifade edilebilir. Tahıl boyutu, endüstriyel üretimdeki tane büyüklüğü derecesi ile ifade edilir. Genel tahıl boyutu daha büyüktür, yani o kadar iyi olur. Accorti ...Devamını oku -

Temizlik oluşturmanın yöntemleri nelerdir?
Dövme temizliği, mekanik veya kimyasal yöntemlerle örtülerin yüzey kusurlarını çıkarma işlemidir. Dikkatlerin yüzey kalitesini artırmak, vuruşların kesme koşullarını iyileştirmek ve yüzey kusurlarının genişlemesini önlemek için, kütüklerin yüzeyini temizlemek gerekir ve ...Devamını oku











