
Novinky z oboru
-

Kolik stojí příruba z nerezové oceli velkého kalibru?
Příruba z nerezové oceli s velkým průměrem s jednoduchou údržbou, snadnou údržbou, vynikajícím materiálem, spojením, které není snadné z hlediska deformačních charakteristik, je velmi oblíbená u zákazníků s přírubovými výrobky velkého kalibru, potrubními tvarovkami, petrochemickými, hutními stroji, leteckým průmyslem...Číst dále -

Jak kontrolovat suroviny pro kování
Výkovky před zpracováním kováním musí projít postupem, musí se otestovat kvalita surovin, aby se zajistilo, že suroviny nemají před dalším procesem žádné problémy s kvalitou, nyní se podíváme na to, jaké má. Obecné požadavky na kovací suroviny. 1...Číst dále -

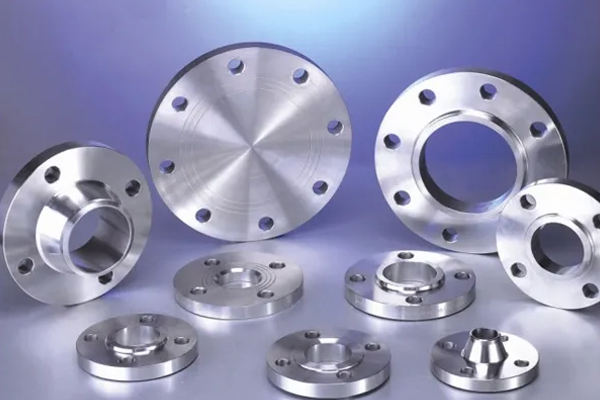
Jsou představeny výhody přírub z nerezové oceli
(1) Příruby z nerezové oceli mají nízkou tvrdost a dobré údaje o houževnatosti, jako například nízkouhlíková ocel a hliníkové slitiny. Mají nízkou tvrdost a dobrou houževnatost. Je obtížné řezat třísky a snadno se tvoří třísky během řezání, což ovlivňuje kvalitu povrchu. Proto se příruby z nerezové oceli...Číst dále -

Co je příčinou netěsnosti příruby?
Jaká je příčina netěsnosti příruby? Zaměstnanci francouzské továrny shrnuli následujících sedm důvodů netěsnosti a doufají, že pomohou přátelům v nouzi. 1, důvod netěsnosti příruby: nesprávné hrdlo. Přesazený spoj je místo, kde jsou trubka a příruba kolmé, ale obě příruby nejsou soustředné. Příruba je n...Číst dále -
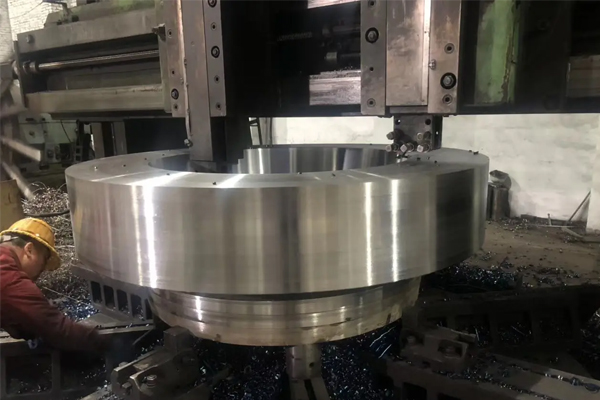
Zařízení pro zápustkové kování přírub z nerezové oceli a aplikační charakteristiky
Mechanické vlastnosti výkovků jsou vyšší než u výkovků vyrobených na bucharu. Vysoká produktivita; Menší ztráta kovu; Kovací zápustka se skládá ze dvou částí horní a dolní zápustky, horizontální stroj se skládá z razníku a dvou polovin kompozitu z celkem tří částí...Číst dále -
Jaké je využití výkovků?
Výkovky jsou obrobky nebo polotovary získané kováním a deformací kovových ingotů. Mechanické vlastnosti kovových ingotů lze změnit působením tlaku, čímž se dosáhne plastické deformace. Výkovky lze rozdělit na kování za studena, kování za tepla a kování za tepla podle teploty...Číst dále -
Charakteristiky technologie výroby kování a ražení
Lisování je jednou ze základních metod zpracování kovových plastů. Používá se hlavně pro zpracování plechových výkovků, proto se často nazývá lisování plechů. Protože se tato metoda provádí při pokojové teplotě, nazývá se také lisování za studena. Ačkoli výše uvedené dva názvy nejsou příliš přesné, lisování...Číst dále -

Jak zjistit kvalitu kování
Hlavním úkolem kontroly kvality výkovků a analýzy kvality je identifikovat kvalitu výkovků, analyzovat příčiny vad výkovků a preventivní opatření, analyzovat příčiny vad výkovků, navrhnout účinná preventivní a zlepšovací opatření, což je důležitý způsob, jak...Číst dále -

Existují tři typy těsnicích ploch přírub
Část, která spojuje potrubí s potrubím, je připojena ke konci potrubí. V přírubě jsou otvory a šrouby drží obě příruby pohromadě. Těsnění mezi přírubami. Přírubové tvarovky označují tvarovky s přírubami (přírubami nebo spoji). Mohou být lité, závitové nebo svařované. Příruba...Číst dále -

Standardní systém pro přírubu
Mezinárodní norma pro příruby potrubí má hlavně dva systémy, a to evropský systém přírub potrubí reprezentovaný německou normou DIN (včetně bývalého Sovětského svazu) a americký systém přírub potrubí reprezentovaný americkou normou ANSI. Kromě toho existují japonské příruby potrubí JIS, ale...Číst dále -

Znalost přírubových polotovarů
Přírubový polotovar, přírubový polotovar je v současnosti běžnější formou výroby, továrna na lisování dílů v rozvojové zóně Liaocheng v Hongxiangu má ve srovnání s tradičním procesem výroby přírub následující zjevné výhody 1) suroviny dle požadavků zákazníka, vše s použitím standardních ma...Číst dále -

Specifikace pro ohřev ingotové oceli používané při kování
Velké volné výkovky a výkovky z vysoce legované oceli se vyrábějí převážně z ocelových ingotů, které lze podle specifikace ocelového ingotu rozdělit na velké ingoty a malé ingoty. Hmotnost ingotu je obecně větší než 2 t ~ 2,5 t a průměr ingotu větší než 500 mm ~ 550 mm, což se nazývá velký ingot, atd...Číst dále










