
Theпроцес куваннязазвичай включає такі кроки: вибір високоякісної заготовки, нагрівання, формування таохолодження кування.
Процеси куваннявключають вільне кування, кування під тиском та тонке куваннякування плівкиПід час виробництва,різне куванняметоди вибираються відповідно до якості поковок та кількості виробничих партій.
Вільне куваннянизька продуктивність, великий припуск на обробку, але прості інструменти, велика універсальність, широко використовуються вкуванняодиничні та дрібносерійні поковки, простої форми.Вільне куванняОбладнання включає пневматичний молот, паровий молот та гідравлічний прес для виробництва малих, середніх та великих поковок. Штампкуваннямає високу продуктивність, просте керування, легку механізацію та автоматизацію. Штамповані поковки мають високу точність розмірів, невеликий припуск на обробку та розумний розподіл волокнистої структури, що може ще більше покращити термін служби деталей. Основний процесвільне куванняВвільне кування,Кована форма поступово кується за допомогою кількох основних процесів деформації. Основними процесами вільного кування є висадка, подовження, штампування, гнуття та різання. Висадка - це операція, під час якої сировина кується осьово, щоб зменшити її висоту та збільшити поперечний переріз. Цей тип процесу зазвичай використовується для кування зубчастих заготовок та інших дискових поковок. Існує два типи хвилястості: повна висадка та часткова кування. Подовження за допомогою волочіння - це процес кування, який збільшує довжину заготовки та зменшує поперечний переріз. Він зазвичай використовується для виготовлення валів, таких як шпинделі токарних верстатів та шатуни.
1. штампування
Штампування Апроцес куванняв яких пуансони пробивають наскрізні або крізні отвори без використання пуансонів, згинають кування, згинають заготовку під певним кутом або формою, ріжуть та ділять заготовку або ріжуть матеріал.
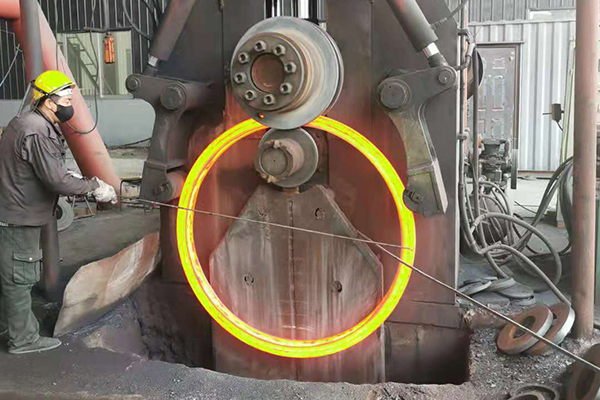
2. кування
Нагріту заготовку поміщають у кувальну матрицю, яка закріплена на кувальному пристрої, що підлягає куванню.
Основні процеси кування під тиском Процеси кування під тиском: різання, нагрівання, попереднє кування, остаточне кування, штампування, обрізання, гартування та відпуск, дробоструминна обробка. Поширеними процесами є висадка, подовження, гнуття, штампування та формування.
Звичайнийкуванняобладнання. Звичайне обладнання для штампування включає штампувальний молот, гаряче ковкання.куванняпрес, плоский кувальний прес та фрикційний прес. Загалом кажучи,якість кування фланцівкраще, загальне використання штампованого виробництва, тонка кристалічна структура, висока міцність, звичайно, ціна вища. Незалежно від того, чи це литий фланець, чи кований фланець, це поширений метод виготовлення фланця. Будь ласка, зверніться до вимог до міцності для використовуваних компонентів. Якщо вимоги не високі, ви також можете використовуватиобертові фланці.
3. Потрійний фланець
Внутрішній та зовнішній діаметри фланця та товщина диска вирізаються безпосередньо на проміжній пластині, а отвори для болтів та ватерлінії обробляються обробкою. Виготовлений таким чином фланець називається вирізаним фланцем, а максимальний діаметр цього фланця обмежений шириною середньої пластини.
Різання фланця
4. Чотириразовий котильний фланець
Процес різання смуг з проміжними пластинами та подальшого їх прокатки в кола називається прокатки та використовується для виготовлення великих фланців. Після успішного намотування виконується зварювання, потім плющення, а потім обробляються ватерлінії та отвори для болтів.
Час публікації: 08 квітня 2022 р.