
దిఫోర్జింగ్ మెటీరియల్స్ప్రధానంగా కార్బన్ స్టీల్ మరియు అల్లాయ్ స్టీల్, తరువాత అల్యూమినియం, మెగ్నీషియం, రాగి, టైటానియం మరియు వాటి మిశ్రమాలు ఉన్నాయి. పదార్థం యొక్క అసలు స్థితి బార్, ఇంగోట్, మెటల్ పౌడర్ మరియు లిక్విడ్ మెటల్. వైకల్యానికి ముందు మరియు తరువాత ఒక లోహం యొక్క క్రాస్ సెక్షనల్ ప్రాంతం యొక్క నిష్పత్తిని అంటారుఫోర్జింగ్ నిష్పత్తి. యొక్క సరైన ఎంపికఫోర్జింగ్ నిష్పత్తి.
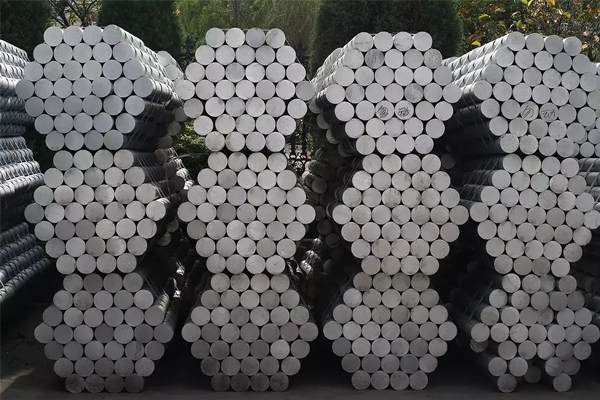
సాధారణ చిన్న మరియుమధ్యస్థ క్షమాపణలురౌండ్ లేదా స్క్వేర్ బార్లు బిల్లెట్లుగా ఉన్నాయి. బార్లు ఏకరీతి ధాన్యం నిర్మాణం మరియు మంచి యాంత్రిక లక్షణాలు, ఖచ్చితమైన ఆకారం మరియు పరిమాణం, మంచి ఉపరితల నాణ్యత, భారీ ఉత్పత్తికి సౌకర్యవంతంగా ఉంటాయి. తాపన ఉష్ణోగ్రత మరియు వైకల్య పరిస్థితులు సహేతుకంగా నియంత్రించబడినంత వరకు, మంచిదిక్షమాపణలులేకుండా నకిలీ చేయవచ్చుపెద్ద ఫోర్జింగ్వైకల్యం.
ఇంగోట్ కోసం మాత్రమే ఉపయోగించబడుతుందిపెద్ద క్షమలు. ఇంగోట్ పెద్ద స్తంభ స్ఫటికాలు మరియు వదులుగా ఉన్న కేంద్రాలతో కూడిన తారాగణం. అందువల్ల, స్తంభ స్ఫటికాలను పెద్ద ప్లాస్టిక్ వైకల్యం ద్వారా చక్కటి ధాన్యాలుగా విభజించాలి మరియు వదులుగా ఉండే సంపీడనం అద్భుతమైన లోహ నిర్మాణం మరియు యాంత్రిక లక్షణాలను పొందవచ్చు.
వేడి స్థితిలో నొక్కడం మరియు కాల్పులు జరిపిన తరువాత ప్రీ -మేడ్ పౌడర్ మెటలర్జీ ప్రిఫార్మ్స్ నుండి పౌడర్ ఫోర్జింగ్ చేయవచ్చుడై ఫోర్జింగ్ఫ్లాపింగ్ లేకుండా.క్షమాపణలుపొడి సాధారణ సాంద్రతకు దగ్గరగా ఉంటుందిమరణించిన క్షమాపణలు, మంచి యాంత్రిక లక్షణాలు మరియు అధిక ఖచ్చితత్వంతో, ఇది తదుపరి కట్టింగ్ను తగ్గిస్తుంది. ఏకరీతి అంతర్గత నిర్మాణం మరియు చిన్న గేర్లు మరియు ఇతర వర్క్పీస్ను తయారు చేయడానికి ఏ వేర్పాటును ఉపయోగించలేము. అయినప్పటికీ, పౌడర్ ధర సాధారణ బార్ కంటే చాలా ఎక్కువ, కాబట్టి ఉత్పత్తిలో దాని అనువర్తనం పరిమితం. ,
యొక్క కావలసిన ఆకారం మరియు లక్షణాలుమరణించిన క్షమాపణలుపీడన చర్యలో పటిష్టం, స్ఫటికీకరణ, ప్రవాహం, ప్లాస్టిక్ వైకల్యం మరియు రూపాన్ని చేయడానికి డై చాంబర్లో ద్రవ లోహానికి స్టాటిక్ పీడనాన్ని వర్తింపజేయడం ద్వారా పొందవచ్చు. లిక్విడ్ మెటల్ డై ఫోర్జింగ్ అనేది డై కాస్టింగ్ మరియు డై ఫోర్జింగ్ మధ్య ఒక ఏర్పడే పద్ధతి, ముఖ్యంగా సంక్లిష్టమైన సన్నని గోడల భాగాలకు అనువైనది, ఇవి సాధారణమైనవిగా ఏర్పడటం కష్టండై ఫోర్జింగ్.
ఫోర్జింగ్కార్బన్ స్టీల్ మరియు అల్లాయ్ స్టీల్ యొక్క వివిధ కూర్పు వంటి సాధారణ పదార్థాలతో పాటు పదార్థాలు, తరువాత అల్యూమినియం, మెగ్నీషియం, రాగి, టైటానియం మరియు దాని మిశ్రమాలు, అధిక ఉష్ణోగ్రత ఐరన్ బేస్ మిశ్రమం, నికెల్ బేస్ సూపర్అల్లాయ్, కోబాల్ట్-ఆధారిత సూపరోలోయ్ వైకల్యం యొక్క మిశ్రమం లేదా రోలింగ్ మార్గం కూడా చాలా ఇరుకైనది.ఫోర్జింగ్ఇబ్బంది సాపేక్షంగా పెద్దదిగా ఉంటుంది, వేర్వేరు పదార్థాల తాపన ఉష్ణోగ్రత, ఓపెన్ ఫోర్జింగ్ ఉష్ణోగ్రత మరియు చివరి ఫోర్జింగ్ ఉష్ణోగ్రత కఠినమైన అవసరాలు కలిగి ఉంటాయి.
పోస్ట్ సమయం: మార్చి -14-2022