
Desmidesprocessinkluderar vanligtvis följande steg: val av högkvalitativt ämnesämne, uppvärmning, formning ochsmideskylning.
Smidningsprocesserinkluderar fritt smide, formsmide och tunnafilmsmideUnder produktionen,olika smideMetoderna väljs utifrån smidesdetaljernas kvalitet och antalet produktionspartier.
Fri smidelåg produktivitet, stor bearbetningsmängd, men enkla verktyg, stor mångsidighet, används ofta ismideSmidestycken i enstaka och små partier, enkel form.Fri smideUtrustningen inkluderar lufthammare, ånghammare och hydraulpress för produktion av små, medelstora och stora smidesstycken.smidehar hög produktivitet, enkel drift, enkel mekanisering och automatisering. Smidda verktyg har hög dimensionsnoggrannhet, liten bearbetningstillägg och rimlig fiberstrukturfördelning, vilket ytterligare kan förbättra delarnas livslängd. Grundläggande process förfri smideIfri smide,Den smidda formen smids gradvis genom några grundläggande deformationsprocesser. De grundläggande processerna för fritt smide är stukning, förlängning, stansning, bockning och skärning. Stukning är en operation där ett råmaterial smids axiellt för att minska dess höjd och öka dess tvärsnitt. Denna typ av process används vanligtvis för smidning av kugghjulsämnen och andra skivsmiden. Det finns två typer av onduleringar: total stukning och partiell smide. Dragförlängning är en smidesprocess som ökar längden på ämnet och minskar tvärsnittet. Det används vanligtvis för att producera axlar, såsom svarvspindlar och vevstakar.
1. stämpling
Stämpling Asmidesprocessdär stansar stansar igenom eller genom hål utan användning av stansar, böjer smide, böjer ämnet till en viss vinkel eller form, skär och delar ämnet eller skär material.
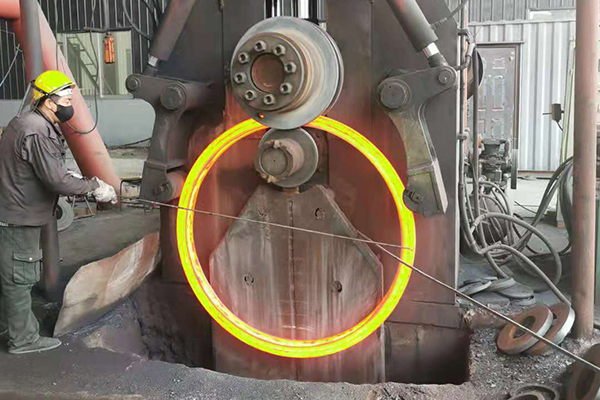
2. smidesformning
Det uppvärmda ämnet placeras i smidesformen, som är fixerad vid smidesanordningen som ska smidas.
Formsmide Grundläggande processer Formsmideprocesser: skärning, uppvärmning, försmide, slutsmide, stansning, trimning, härdning och anlöpning, kulblästring. Vanliga processer är stukning, förlängning, bockning, stansning och formning.
GemensamsmidesformVanlig smidesutrustning inkluderar formhammare, varmluftssmidesmidesformpress, platt smidespress och friktionspress. Generellt sett,smidesflänskvalitetÄr bättre, den allmänna användningen av formsmideproduktion, fin kristallstruktur, hög hållfasthet, naturligtvis är priset dyrare. Oavsett om det är gjutfläns eller smidesfläns, är det den vanliga metoden för att tillverka fläns. Se hållfasthetskraven för de komponenter som används. Om kraven inte är höga kan du också användaroterande flänsar.
3. Trippelskuren fläns
Flänsens inner- och ytterdiameter samt skivans tjocklek skärs direkt på mellanplattan, och bulthålen och vattenlinjerna bearbetas. Den sålunda tillverkade flänsen kallas skuren fläns, och flänsens maximala diameter är begränsad till mellanplattans bredd.
Skärningen av flänsen
4. Fyrfaldig rullande fläns
Processen att skära remsor med mellanliggande plattor och sedan rulla dem till cirklar kallas valsning och används för att producera några stora flänsar. Efter att lindningen är lyckad utförs svetsningen, sedan utförs plattningen och sedan behandlas vattenlinjen och bulthålen.
Publiceringstid: 8 april 2022