
Theматеријали за ковањеУглавном су то угљенични челик и легирани челик, затим алуминијум, магнезијум, бакар, титанијум и њихове легуре. Првобитно стање материјала је шипка, ингот, метални прах и течни метал. Однос површине попречног пресека метала пре и после деформације назива сеоднос ковањаПравилан избороднос ковања, разумна температура загревања и време држања, разумна почетна температура ковања и коначна температура ковања, разумна количина деформације и брзина деформације имају велики утицај на побољшање квалитета производа и смањење трошкова.
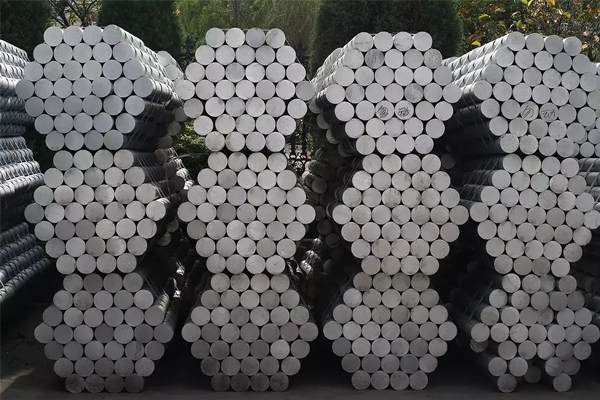
Опште мале исредњи отковцису округле или квадратне шипке као гредице. Шипке имају уједначену структуру зрна и добра механичка својства, прецизан облик и величину, добар квалитет површине, погодне за масовну производњу. Све док се температура загревања и услови деформације разумно контролишу, доброотковциможе се фалсификовати безвелико ковањедеформација.
Ингот се користи само завелики отковциИнгот је ливена структура са великим стубастим кристалима и растреситим центрима. Стога, стубасти кристали морају бити разбијени на фина зрна кроз велику пластичну деформацију, а растреситим збијањем може се добити одлична метална структура и механичка својства.
Ковање у праху може се направити од претходно направљених преформи металургије праха након пресовања и печења у врућем стању помоћуковање у калупубез лепршања.Отковципрах је близу густине обичноготковци, са добрим механичким својствима и високом прецизношћу, што може смањити накнадно сечење. Отковци направљени у праху са уједначеном унутрашњом структуром и без сегрегације могу се користити за производњу малих зупчаника и других радних предмета. Међутим, цена праха је много већа од цене обичне шипке, па је његова примена у производњи ограничена. ,
Жељени облик и својстваотковциможе се добити применом статичког притиска на течни метал који се сипа у комору калупа како би се он стврднуо, кристализовао, текао, пластично деформисао и обликовао под дејством притиска. Ковање течног метала у калупу је метода обликовања између ливења под притиском и ковања у калупу, посебно погодна за сложене танкозидне делове које је тешко обликовати обичним методама.ковање у калупу.
КовањеМатеријали поред уобичајених материјала, као што су различити састави угљеничног челика и легираног челика, затим алуминијум, магнезијум, бакар, титанијум и његове легуре, легуре на бази гвожђа високе температуре, суперлегуре на бази никла, суперлегуре на бази кобалта. Деформација легуре се такође користи ковањем или ваљањем, само што је легура због своје пластичне зоне релативно уска, тако да...ковањетешкоћа ће бити релативно велика, различити материјали имају строге захтеве за температуру загревања, температуру отвореног ковања и коначну температуру ковања.
Време објаве: 14. март 2022.