
Tenmateriały kuteto głównie stal węglowa i stal stopowa, a następnie aluminium, magnez, miedź, tytan i ich stopy. Pierwotny stan materiału to pręt, sztabka, proszek metalowy i metal ciekły. Stosunek powierzchni przekroju poprzecznego metalu przed i po odkształceniu nazywa sięwspółczynnik kucia. Prawidłowy wybórwspółczynnik kucia, rozsądna temperatura nagrzewania i czas wytrzymywania, rozsądna początkowa temperatura kucia i końcowa temperatura kucia, rozsądna ilość odkształcenia i prędkość odkształcenia mają ogromny wpływ na poprawę jakości produktu i obniżenie kosztów.
Ogólne małe iodkuwki średniesą okrągłymi lub kwadratowymi prętami jako kęsy. Pręty mają jednolitą strukturę ziarna i dobre właściwości mechaniczne, dokładny kształt i rozmiar, dobrą jakość powierzchni, są wygodne do masowej produkcji. O ile temperatura ogrzewania i warunki odkształcenia są kontrolowane w rozsądny sposób, dobrekuciemożna sfałszować bezduża kuźniaodkształcenie.
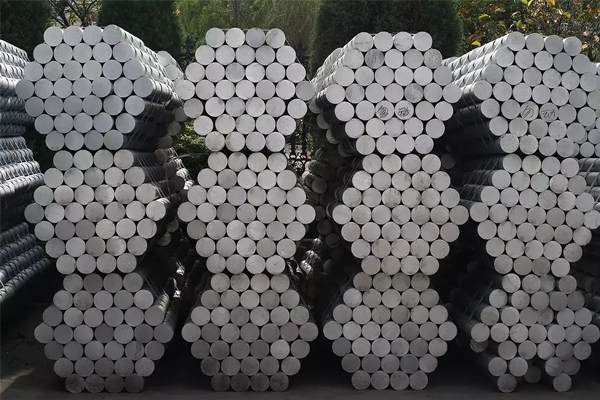
Sztabka jest używana tylko doduże odkuwki. Sztabka jest strukturą odlewaną w stanie surowym z dużymi kryształami kolumnowymi i luźnymi centrami. Dlatego kryształy kolumnowe muszą zostać rozbite na drobne ziarna poprzez duże odkształcenie plastyczne, a luźne zagęszczanie może uzyskać doskonałą strukturę metalu i właściwości mechaniczne.
Kucie proszków może być wykonane z gotowych form metalurgii proszków po prasowaniu i wypalaniu w stanie gorącym.kucie matrycowebez machania.Odkuwkiproszek ma gęstość zbliżoną do gęstości zwykłego proszkuodkuwki matrycowe, o dobrych właściwościach mechanicznych i wysokiej precyzji, co może zmniejszyć późniejsze cięcie. Odkuwki proszkowe o jednolitej strukturze wewnętrznej i bez segregacji mogą być używane do produkcji małych kół zębatych i innych przedmiotów obrabianych. Jednak cena proszku jest znacznie wyższa niż cena zwykłego pręta, więc jego zastosowanie w produkcji jest ograniczone. ,
Pożądany kształt i właściwościodkuwki matrycowemożna uzyskać przez zastosowanie ciśnienia statycznego do ciekłego metalu wlewanego do komory matrycy, aby zestalić go, skrystalizować, płynąć, odkształcić plastycznie i uformować pod wpływem ciśnienia. Kucie matrycowe ciekłego metalu jest metodą formowania pomiędzy odlewaniem matrycowym a kuciem matrycowym, szczególnie odpowiednią do złożonych cienkościennych części, które są trudne do uformowania zwykłymikucie matrycowe.
Kuciemateriały oprócz zwykłych materiałów, takich jak różne kompozycje stali węglowej i stali stopowej, a następnie aluminium, magnez, miedź, tytan i jego stopy, wysokotemperaturowy stop na bazie żelaza, superstop na bazie niklu, superstop na bazie kobaltu odkształcenie stopu również wykorzystuje kucie lub walcowanie, tylko stop ze względu na swoją strefę plastyczną jest stosunkowo wąski, więckucietrudność będzie stosunkowo duża, różne materiały mają różne temperatury nagrzewania, temperatury kucia otwartego i temperatury kucia końcowego, które mają ścisłe wymagania.
Czas publikacji: 14-03-2022