
Tenproces kuciazwykle obejmuje następujące kroki: wybór wysokiej jakości wykrojników, podgrzewanie, formowanie ikucie chłodzenie.
Procesy kuciaobejmuje kucie swobodne, kucie matrycowe i kucie cienkiekucie foliiPodczas produkcji,różne kucieMetody dobierane są w zależności od jakości odkuwek i ilości partii produkcyjnych.
Kucie na wolnym ogniuniska wydajność, duży zakres przetwarzania, ale proste narzędzia, duża wszechstronność, szeroko stosowane wkucieodkuwki pojedyncze i małoseryjne, o prostym kształcie.Kucie na wolnym ogniuwyposażenie obejmuje młot pneumatyczny, młot parowy i prasę hydrauliczną do produkcji małych, średnich i dużych odkuwek. Matrycakuciema wysoką wydajność, prostą obsługę, łatwą mechanizację i automatyzację. Odkuwki matrycowe mają wysoką dokładność wymiarową, mały naddatek na obróbkę i rozsądny rozkład struktury włókien, co może dodatkowo wydłużyć żywotność części. Podstawowy proceskucie na wolnym ogniu: Wkucie na wolnym ogniu,kształt kucia jest stopniowo kuty poprzez kilka podstawowych procesów odkształcania. Podstawowymi procesami kucia swobodnego są spęczanie, wydłużanie, tłoczenie, gięcie i cięcie. Spęczanie jest operacją, w której surowiec jest kuty osiowo w celu zmniejszenia jego wysokości i zwiększenia przekroju poprzecznego. Ten typ procesu jest powszechnie stosowany do kucia kęsów kół zębatych i innych odkuwek tarczowych. Istnieją dwa rodzaje falowania: całkowite spęczanie i częściowe kucie. Wydłużanie ciągnienia jest procesem kucia, który zwiększa długość kęsa i zmniejsza przekrój poprzeczny. Jest powszechnie stosowany do produkcji wałów, takich jak wrzeciona tokarek i korbowody.
1. stemplowanie
Tłoczenie Aproces kuciaw którym stemple przebijają otwory na wylot lub przez otwory bez użycia stempli, zginają, kują, zginają wykrojkę pod określonym kątem lub w określonym kształcie, tną i dzielą wykrojkę lub tną materiał.
2. kucie matrycowe
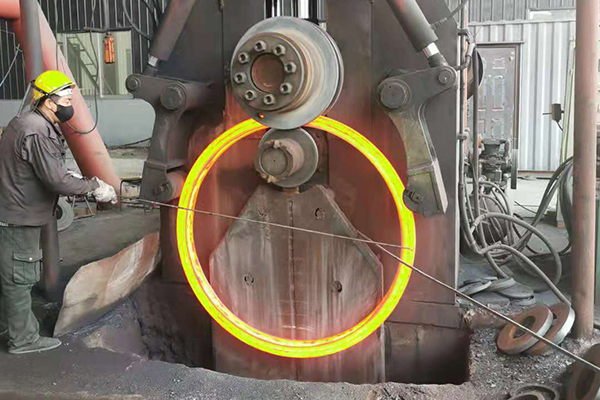
Podgrzany półfabrykat umieszczany jest w matrycy kuźniczej, która jest przymocowana do urządzenia kuźniczego, w którym ma być kuty.
Kucie matrycowe Podstawowe procesy Procesy kucia matrycowego: cięcie, podgrzewanie, wstępne kucie, kucie końcowe, tłoczenie, przycinanie, hartowanie i odpuszczanie, śrutowanie. Typowe procesy to spęczanie, wydłużanie, gięcie, tłoczenie i formowanie.
Wspólnykucie matrycoweWyposażenie Do typowych urządzeń do kucia matrycowego zalicza się młot matrycowy,kucie matrycoweprasa, płaska prasa kuźnicza i prasa cierna. Mówiąc ogólnie,kucie kołnierza jakośćjest lepszy, ogólne zastosowanie produkcji kucia matrycowego, drobna struktura kryształu, wysoka wytrzymałość, oczywiście cena jest wyższa. Niezależnie od tego, czy jest to odlewany kołnierz czy kuty kołnierz, jest to powszechna metoda produkcji kołnierza. Zapoznaj się z wymaganiami wytrzymałościowymi dla używanych komponentów. Jeśli wymagania nie są wysokie, możesz również użyćkołnierze obrotowe.
3. Kołnierz potrójnie cięty
Średnica wewnętrzna i zewnętrzna kołnierza oraz grubość tarczy są cięte bezpośrednio na płycie pośredniej, a otwory na śruby i linie wodne są obrabiane maszynowo. Tak wykonany kołnierz nazywa się kołnierzem ciętym, a maksymalna średnica tego kołnierza jest ograniczona do szerokości płyty środkowej.
Cięcie kołnierza
4. Poczwórny kołnierz walcowy
Proces cięcia pasów z pośrednimi płytami, a następnie walcowania ich w okręgi nazywa się walcowaniem i jest stosowany do produkcji niektórych dużych kołnierzy. Po udanym nawinięciu przeprowadza się spawanie, następnie spłaszczanie, a następnie obróbkę linii wodnej i otworów na śruby.
Czas publikacji: 08-kwi-2022