Pręty kute




Producent odkuwek swobodnie matrycowych w Chinach
Pręty kute


Materiał powszechnie stosowany: 1045 | 4130 | 4140 | 4340 | 5120 | 8620 |42CrMo4 | 1,7225 | 34CrAlNi7 | S355J2 | 30NiCrMo12 |22NiCrMoV12
KUTE KSZTAŁTY PRĘTÓW
Pręty okrągłe, pręty kwadratowe, pręty płaskie i pręty sześciokątne. All Metals ma możliwości kucia, aby produkować pręty z następujących typów stopów:
● Stal stopowa
● Stal węglowa
● Stal nierdzewna
MOŻLIWOŚCI KUCIA PRĘTÓW
STOP
MAKS. SZEROKOŚĆ
MAKSYMALNA WAGA
Węgiel, Stop
1500 mm
26000 kg
Stal nierdzewna
800 mm
20000 kg
MOŻLIWOŚCI KUCIA PRĘTÓW
Maksymalna długość kutych prętów okrągłych i sześciokątnych wynosi 5000 mm, a maksymalna waga 20000 kg.
Maksymalna długość i szerokość prętów płaskich i kwadratowych wynosi 1500 mm, a maksymalna waga 26000 kg.
A pręt kuty lub pręt walcowanypowstaje w wyniku wzięcia sztabki ikuciezmniejsza się go do rozmiaru, zazwyczaj za pomocą dwóch przeciwległych płaskich matryc. Kute metale są zazwyczaj mocniejsze, twardsze i trwalsze niż odlewane formy lub obrabiane maszynowo części. Można uzyskać strukturę ziarna kutego na całej długości odkuwek, zwiększając tym samym zdolność części do wytrzymywania odkształceń i zużycia.
Firma Shanxi DongHuang Wind Power Flange Manufacturing Co., LTD., jako certyfikowany producent odkuwek zarejestrowany w normie ISO, gwarantuje, że odkuwki i/lub pręty są jednorodne pod względem jakości i nie zawierają anomalii, które mogłyby mieć negatywny wpływ na właściwości mechaniczne lub parametry obróbki materiału.
Sprawa:
Gatunek staliEN 1.4923 X22CrMoV12-1
StrukturaMartenzytyczny
| Skład chemiczny % stali X22CrMoV12-1 (1.4923): EN 10302-2008 | ||||||||
| C | Si | Mn | Ni | P | S | Cr | Mo | V |
| 0,18 - 0,24 | maks. 0,5 | 0,4 - 0,9 | 0,3 - 0,8 | maks. 0,025 | maks. 0,015 | 11 - 12,5 | 0,8 - 1,2 | 0,25 - 0,35 |
Aplikacje
Elektrownie, Inżynieria maszynowa, Wytwarzanie energii.
Elementy rurociągów, kotłów parowych i turbin.
Formularz dostawy
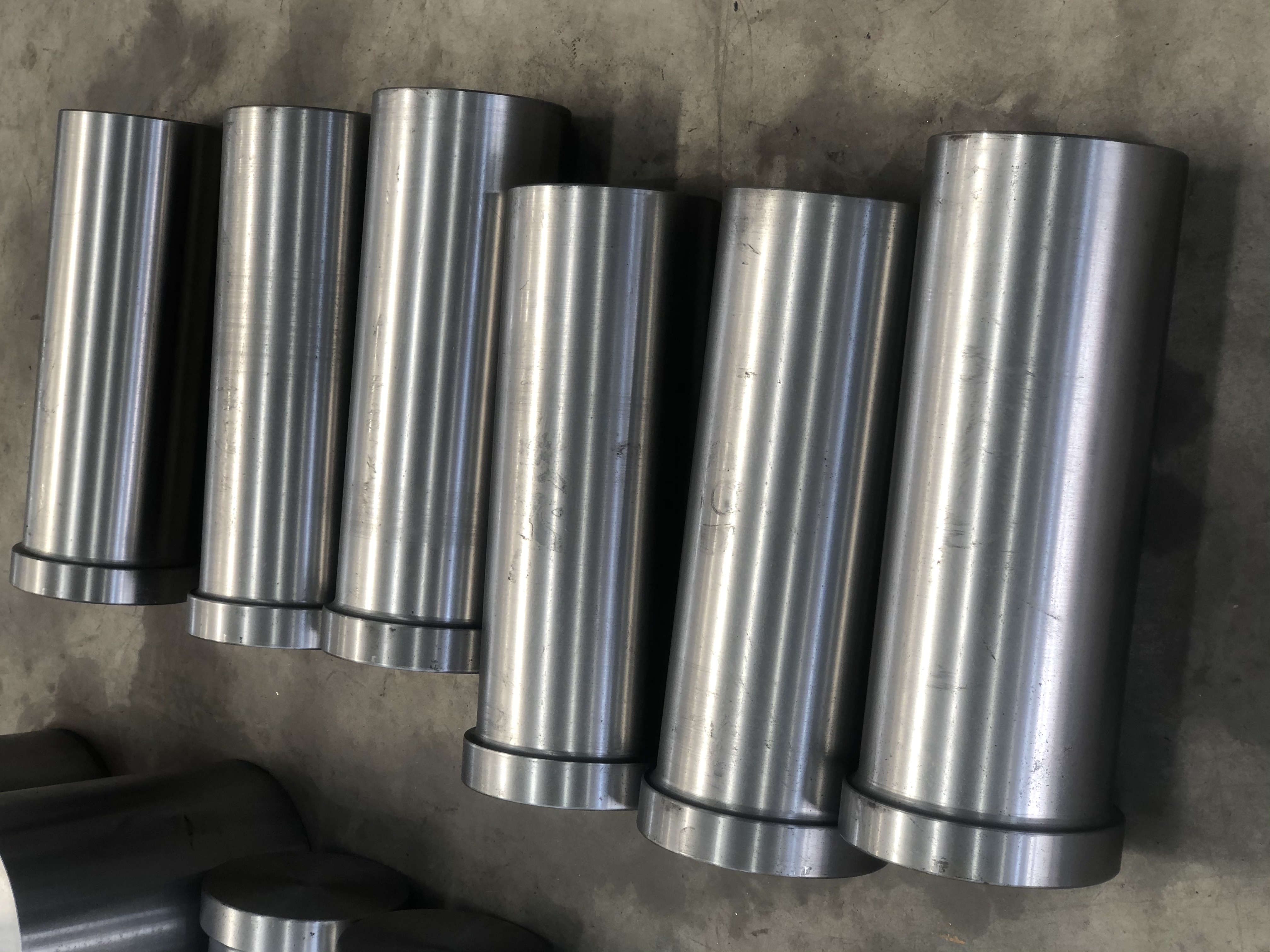
Pręty okrągłe, Pierścienie kute walcowane, Pręty okrągłe rozwiercane, Pręty kute X22CrMoV12-1
Rozmiar: φ58x 536L mm.



Praktyka kucia (praca na gorąco)
Materiały są ładowane do pieca i podgrzewane. Gdy temperatura osiągnie 1100℃, metal zostanie wykuty. Odnosi się to do dowolnego procesu mechanicznego, który kształtuje metal przy użyciu jednej lub więcej matryc, np. kucia matrycowego otwartego/zamkniętego, wytłaczania, walcowania itp. Podczas tego procesu temperatura metalu spada. Gdy spadnie do 850℃, metal zostanie ponownie podgrzany. Następnie powtórz obróbkę na gorąco w tej podwyższonej temperaturze (1100℃). Minimalny stosunek obróbki na gorąco od wlewka do kęsa wynosi 3 do 1.
Procedura obróbki cieplnej
Załaduj materiał do obróbki cieplnej do pieca do obróbki cieplnej. Podgrzej do temperatury 900 ℃. Utrzymuj w temp. przez 6 godzin i 5 minut. Hartowanie w oleju i odpuszczanie w temperaturze 640 ℃. Następnie schłodź powietrzem.
Właściwości mechaniczne pręta kutego X22CrMoV12-1 (1.4923).
| Pokój- Wytrzymałość na rozciąganie (MPa) (+QT) | 890 |
| 0,2 zł0,2% granicy plastyczności (MPa) (+QT) | 769 |
| KV- Energia uderzenia (J) (+QT) | -60° 139 |
| A - Min. wydłużenie przy zerwaniu (%) (+QT) | 21 |
| Twardość Brinella (HBW): (+A) | 298 |
Każdy gatunek materiału, inny niż wymienione powyżej, może zostać wykuty zgodnie z wymaganiami klienta.