
Chińskie profesjonalne odkuwki matrycowe - wał kuty - DHDZ

Chińskie profesjonalne odkuwki matrycowe - wał kuty - DHDZ Szczegóły:
OtwarteOdkuwki matrycoweProducent w Chinach
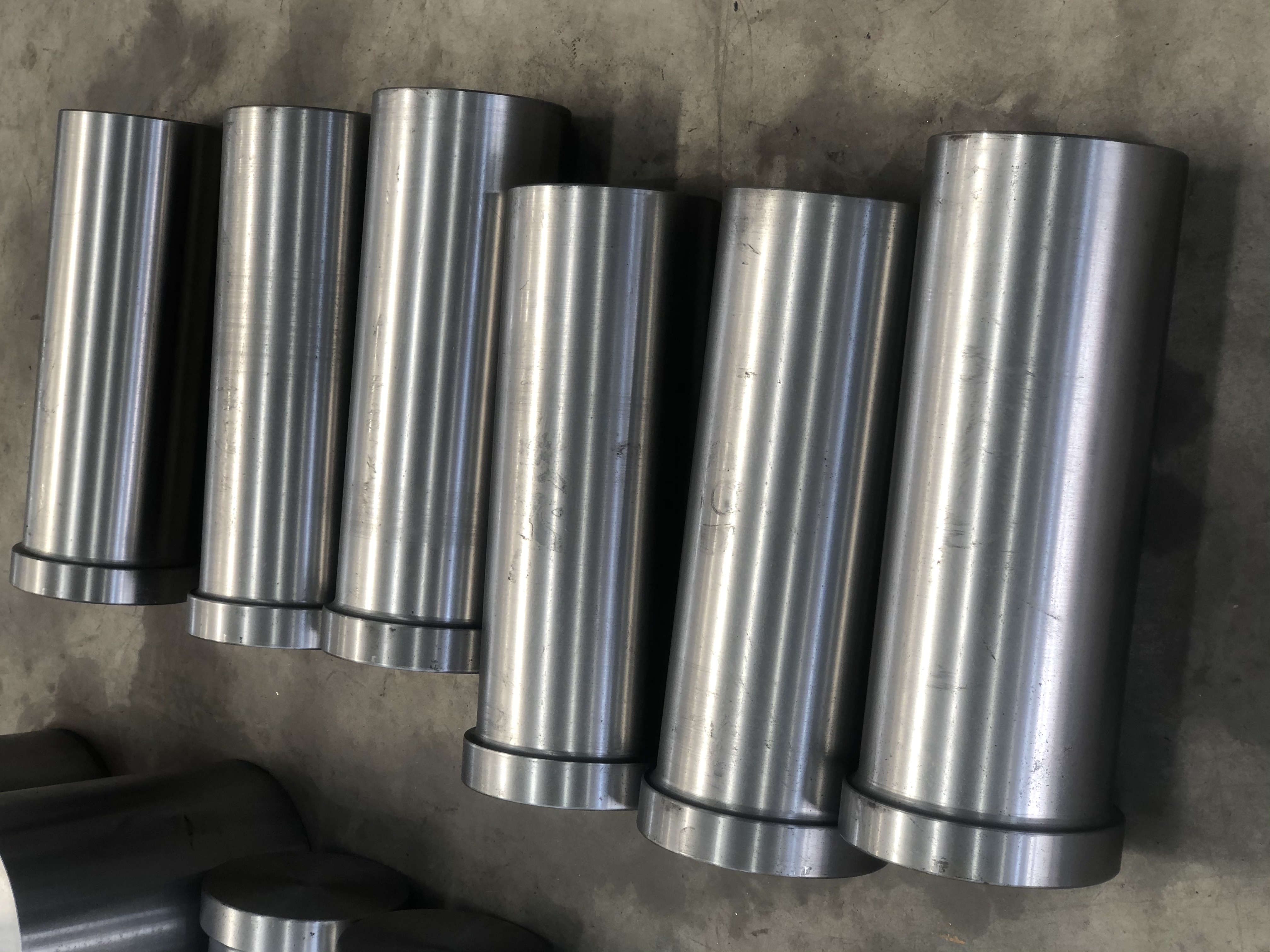
WAŁ KUTY / WAŁ STOPNIOWY / WRZECIONO / WAŁ OSIOWY



Obszary zastosowań odkuwek wałowych to:
Odkuwki wałów (elementy mechaniczne) Odkuwki wałów to cylindryczne przedmioty, które są zużyte w środku łożyska lub w środku koła lub w środku przekładni, ale kilka jest kwadratowych. Wał to część mechaniczna, która podtrzymuje obracającą się część i obraca się z nią, aby przekazywać ruch, moment obrotowy lub momenty zginające. Zazwyczaj jest to metalowy pręt, a każdy segment może mieć inną średnicę. Części maszyny, które wykonują ruch obrotowy, są zamontowane na wale. Chińska nazwa odkuwka wału typ wału, trzpienia, wału napędowego materiał zastosowanie 1, stal węglowa 35, 45, 50 i inne wysokiej jakości węglowe stale konstrukcyjne ze względu na ich wysokie kompleksowe właściwości mechaniczne, więcej zastosowań, z których 45 stal jest najszerzej stosowana. W celu poprawy jej właściwości mechanicznych należy przeprowadzić normalizację lub hartowanie i odpuszczanie. W przypadku wałów konstrukcyjnych, które nie są ważne lub mają niskie siły, można stosować stale konstrukcyjne węglowe, takie jak Q235 i Q275. 2, stal stopowa Stal stopowa ma lepsze właściwości mechaniczne, ale jest droższa, stosowana głównie do wałów o specjalnych wymaganiach. Na przykład wały szybkoobrotowe wykorzystujące łożyska ślizgowe, powszechnie stosowane stale konstrukcyjne stopowe niskowęglowe, takie jak 20Cr i 20CrMnTi, mogą poprawić odporność na zużycie czopa po nawęglaniu i hartowaniu; wał wirnika turbogeneratora pracuje w warunkach wysokiej temperatury, dużej prędkości i dużego obciążenia. Przy dobrych właściwościach mechanicznych w wysokiej temperaturze często stosuje się stale konstrukcyjne stopowe, takie jak 40CrNi i 38CrMoAlA. Półfabrykat wału jest preferowany do odkuwek, a następnie do stali okrągłej; w przypadku większych lub złożonych konstrukcji można rozważyć stal odlewaną lub żeliwo sferoidalne. Na przykład produkcja wału korbowego i wałka rozrządu z żeliwa sferoidalnego ma zalety niskich kosztów, dobrego pochłaniania drgań, niskiej wrażliwości na koncentrację naprężeń i dobrej wytrzymałości. Mechanicznym modelem wału jest belka, która jest głównie obracana, więc jej naprężenie jest zwykle cyklem symetrycznym. Możliwe tryby awarii obejmują pęknięcie zmęczeniowe, pęknięcie przeciążeniowe i nadmierne odkształcenie sprężyste. Niektóre części z piastami są zwykle instalowane na wale, więc większość wałów powinna być wykonana jako wały stopniowane z dużą ilością obróbki. Klasyfikacja konstrukcyjna Projekt konstrukcyjny Projekt konstrukcyjny wału jest ważnym krokiem w określaniu rozsądnego kształtu i ogólnych wymiarów konstrukcyjnych wału. Składa się z rodzaju, rozmiaru i położenia części zamontowanej na wale, sposobu zamocowania części, charakteru, kierunku, rozmiaru i rozkładu obciążenia, rodzaju i rozmiaru łożyska, półfabrykatu wału, procesu produkcji i montażu, instalacji i transportu, odkształcenia wału i innych czynników. Projektant może zaprojektować zgodnie ze szczególnymi wymaganiami wału. W razie potrzeby można porównać kilka schematów, aby wybrać najlepszy projekt.
Poniżej przedstawiono ogólne zasady projektowania konstrukcji wału
1. Oszczędzaj materiały, zmniejszaj wagę i używaj kształtu o równej wytrzymałości. Współczynnik wymiarowy lub duży współczynnik przekroju poprzecznego.
2. Łatwe dokładne pozycjonowanie, stabilizacja, montaż, demontaż i regulacja części na wale.
3. Zastosuj różne środki konstrukcyjne w celu zmniejszenia koncentracji naprężeń i zwiększenia wytrzymałości.
4. Łatwe w produkcji i gwarantujące dokładność.
Klasyfikacja wałów Wały zwykłe można podzielić na wały korbowe, wały proste, wały giętkie, wały pełne, wały puste, wały sztywne i wały giętkie (wały elastyczne) w zależności od kształtu konstrukcyjnego wału.
Wał prosty można dalej podzielić na
1 wał, który poddawany jest zarówno momentowi zginającemu, jak i momentowi obrotowemu, i jest najczęściej stosowanym wałem w maszynach, np. w różnego rodzaju reduktorach prędkości.
2 trzpień, używany wyłącznie do podtrzymywania obracających się części, aby przenieść moment zginający bez przekazywania momentu obrotowego, część trzpienia obraca się, np. oś pojazdu kolejowego itp., część trzpienia nie obraca się, np. wał podtrzymujący koło pasowe.
3 Wał transmisyjny, stosowany głównie do przenoszenia momentu obrotowego bez momentu zginającego, np. długa oś optyczna w mechanizmie ruchomym dźwigu, wał napędowy samochodu itp.
Materiał wału to głównie stal węglowa lub stal stopowa, można również stosować żeliwo ciągliwe lub żeliwo stopowe. Nośność robocza wału zależy na ogół od wytrzymałości i sztywności, a duża prędkość zależy od stabilności drgań. Zastosowanie Zastosowanie Sztywność skrętna Sztywność skrętna wału jest obliczana jako wielkość odkształcenia skrętnego wału podczas pracy, mierzona w kategoriach kąta skręcenia na metr długości wału. Odkształcenie skrętne wału powinno wpływać na wydajność i dokładność pracy maszyny. Na przykład, jeśli kąt skręcenia wału rozrządu silnika spalinowego jest zbyt duży, wpłynie to na prawidłowy czas otwierania i zamykania zaworu; kąt skręcenia wału przekładni mechanizmu ruchu suwnicy bramowej wpłynie na synchronizację koła napędowego; Duża sztywność skrętna jest wymagana dla wałów, które są narażone na drgania skrętne, oraz wałów w układzie operacyjnym.
Wymagania techniczne 1. Dokładność obróbki
1) Dokładność wymiarowa Dokładność wymiarowa części wału odnosi się głównie do średnicy i dokładności wymiarowej wału oraz dokładności wymiarowej długości wału. Zgodnie z wymogami użytkowania dokładność średnicy głównego czopa wynosi zwykle IT6-IT9, a czop precyzyjny również do IT5. Długość wału jest zwykle określana jako rozmiar nominalny. Dla każdej długości stopnia wału stopniowanego tolerancję można podać zgodnie z wymogami użytkowania.
2) Dokładność geometryczna Części wału są zazwyczaj podparte na łożysku przez dwa czopy. Te dwa czopy nazywane są czopami podporowymi i stanowią również odniesienie montażowe dla wału. Oprócz dokładności wymiarowej, zazwyczaj wymagana jest dokładność geometryczna (okrągłość, walcowość) czopa podporowego. W przypadku czopów o ogólnej dokładności błąd geometryczny powinien być ograniczony do tolerancji średnicy. Gdy wymagania są wysokie, dopuszczalne wartości tolerancji powinny być określone na rysunku części.
3) Wzajemna dokładność położenia Współosiowość między współpracującymi czopami (czopami zmontowanych elementów napędowych) w częściach wału względem czopów podporowych jest powszechnym wymogiem dla ich wzajemnej dokładności położenia. Ogólnie rzecz biorąc, wał o normalnej precyzji, dokładność dopasowania w odniesieniu do bicia promieniowego czopa podporowego wynosi ogólnie 0,01-0,03 mm, a wał o wysokiej precyzji wynosi 0,001-0,005 mm. Ponadto, wzajemna dokładność położenia to również współosiowość wewnętrznych i zewnętrznych powierzchni cylindrycznych, prostopadłość osiowo pozycjonowanych powierzchni końcowych i linii osiowej itp. 2, chropowatość powierzchni Zgodnie z precyzją maszyny, prędkością działania, wymagania dotyczące chropowatości powierzchni części wału są również różne. Ogólnie rzecz biorąc, chropowatość powierzchni Ra czopa podporowego wynosi 0,63-0,16 μm; chropowatość powierzchni Ra pasującego czopa wynosi 2,5-0,63 μm.
Technologia przetwarzania 1, dobór materiału części wału, głównie na podstawie wytrzymałości, sztywności, odporności na zużycie i procesu produkcyjnego wału, oraz dążenie do oszczędności.
Najczęściej stosowane materiały: 1045 | 4130 | 4140 | 4340 | 5120 | 8620 | 42CrMo4 | 1.7225 | 34CrAlNi7 | S355J2 | 30NiCrMo12 |22NiCrMoV |EN 1.4201 |42CrMo4
WAŁ KUTY
Duży wał kuty do 30 T. Tolerancja pierścienia kutego typowo -0/+3mm do +10mm w zależności od rozmiaru.
●Firma All Metals dysponuje możliwościami kucia pozwalającymi na produkcję pierścieni kutych z następujących rodzajów stopów:
●Stal stopowa
●Stal węglowa
●Stal nierdzewna
MOŻLIWOŚCI KUCIA WAŁU
Tworzywo
MAKSYMALNA ŚREDNICA
MAKSYMALNA WAGA
Węgiel, stal stopowa
1000 mm
20000 kg
Stal nierdzewna
800 mm
15000 kg
Firma Shanxi DongHuang Wind Power Flange Manufacturing Co., LTD., jako certyfikowany producent odkuwek zarejestrowany w normie ISO, gwarantuje, że odkuwki i/lub pręty są jednorodne pod względem jakości i nie zawierają anomalii, które mogłyby mieć negatywny wpływ na właściwości mechaniczne lub parametry obróbki materiału.
Sprawa:
Gatunek stali BS EN 42CrMo4
BS EN 42CrMo4 Stal stopowa Istotne specyfikacje i odpowiedniki
| 42CrMo4/1.7225 | C | Mn | Si | P | S | Cr | Mo |
| 0,38-0,45 | 0,60-0,90 | 0,40 maks. | 0,035 maks. | 0,035 maks. | 0,90-1,20 | 0,15-0,30 |
| Norma PN-EN 10250 | Nr materiału | HAŁAS | ASTM A29 | JIS-G4105 | BS 970-3-1991 | BS 970-1955 | JAK 1444 | AFNORA | GB |
| 42CrMo4 | 1,7225 | 38HM | 4140 | SCM440 | 708M40 | EN19A | 4140 | 42CD4 | 42CrMo |
Gatunek stali 42CrMo4
Aplikacje
Niektóre typowe obszary zastosowań dla normy EN 1.4021
Części pomp i zaworów, wały, wrzeciona, tłoczyska, złączki, mieszadła, śruby, nakrętki
EN 1.4021 Pierścień kuty, Odkuwki ze stali nierdzewnej na pierścień obrotowy
Rozmiar: φ840 x Dł. 4050 mm
Kucie (praca na gorąco) Praktyka, procedura obróbki cieplnej
| Kucie | 1093-1205℃ |
| Wyżarzanie | 778-843℃ chłodna pieca |
| Ruszenie | 399-649℃ |
| Normalizowanie | 871-898℃ chłodzenie powietrzem |
| Austenizować | Hartowanie w wodzie 815-843℃ |
| Złagodzenie stresu | 552-663℃ |
| Gaszenie | 552-663℃ |
Właściwości mechaniczne stali stopowej DIN 42CrMo4
| Rozmiar Ø mm | Granica plastyczności | Najwyższe naprężenie rozciągające, | Wydłużenie | Twardość HB | Wytrzymałość |
| Rp0,2,N/nn2, min. | Rm,N/nn2 | A5,%, min. | KV, dżul, min. | ||
| <40 | 750 | 1000-1200 | 11 | 295-355 | 35 w temp. 20ºC |
| 40-95 | 650 | 900-1100 | 12 | 265-325 | 35 w temp. 20ºC |
| >95 | 550 | 800-950 | 13 | 235-295 | 35 w temp. 20ºC |
| Rm - Wytrzymałość na rozciąganie (MPa) (Q + T) | ≥635 |
| Rp0,2 0,2% granica plastyczności (MPa) (Q +T) | ≥440 |
| KV - Energia uderzenia (J) (Q + T) | +20° |
| A - Min. wydłużenie przy zerwaniu (%)(Q +T) | ≥20 |
| Z - Redukcja przekroju poprzecznego przy pęknięciu (%) (N+Q +T) | ≥50 |
| Twardość Brinella (HBW): (Q +T) | ≤192HB |
DODATKOWE INFORMACJE
POPROŚ O OFERTĘ JUŻ DZIŚ
LUB ZADZWOŃ: 86-21-52859349
Zdjęcia szczegółów produktu:


Przewodnik po produktach pokrewnych:
Naszym zadaniem powinno być dostarczanie naszym klientom i konsumentom idealnych, najwyższej jakości i agresywnych przenośnych produktów cyfrowych dla chińskich profesjonalnych odkuwek matrycowych - wału kutego - DHDZ. Produkt będzie dostarczany na cały świat, taki jak: Gruzja, Hongkong, Rwanda. Dzięki szerokiej gamie, dobrej jakości, rozsądnym cenom i stylowym wzorom nasze rozwiązania są szeroko stosowane w przemyśle kosmetycznym i innych branżach. Nasze rozwiązania są szeroko rozpoznawane i zaufane przez użytkowników i mogą sprostać ciągle zmieniającym się potrzebom ekonomicznym i społecznym.
Właśnie otrzymaliśmy towar, jesteśmy bardzo zadowoleni, bardzo dobry dostawca, mamy nadzieję na dalsze wysiłki w celu poprawy jakości usług.
Kategorie produktów
-

Dobrze zaprojektowany kołnierz płytowy ze stali nierdzewnej - W...
-

OEM/ODM Chiny Odkuwki stalowe do form - Kute odkuwki ...
-

Chiny Tanie precyzyjne odkuwki stalowe - F...
-

Super zakupy dla producenta kołnierzy w Chi...
-
Dostarczony fabrycznie pierścień Lecubicule Forged - Forg...
-

Niezawodny dostawca kołnierzy zaślepiających Bs4504 6 8 80nb ...




