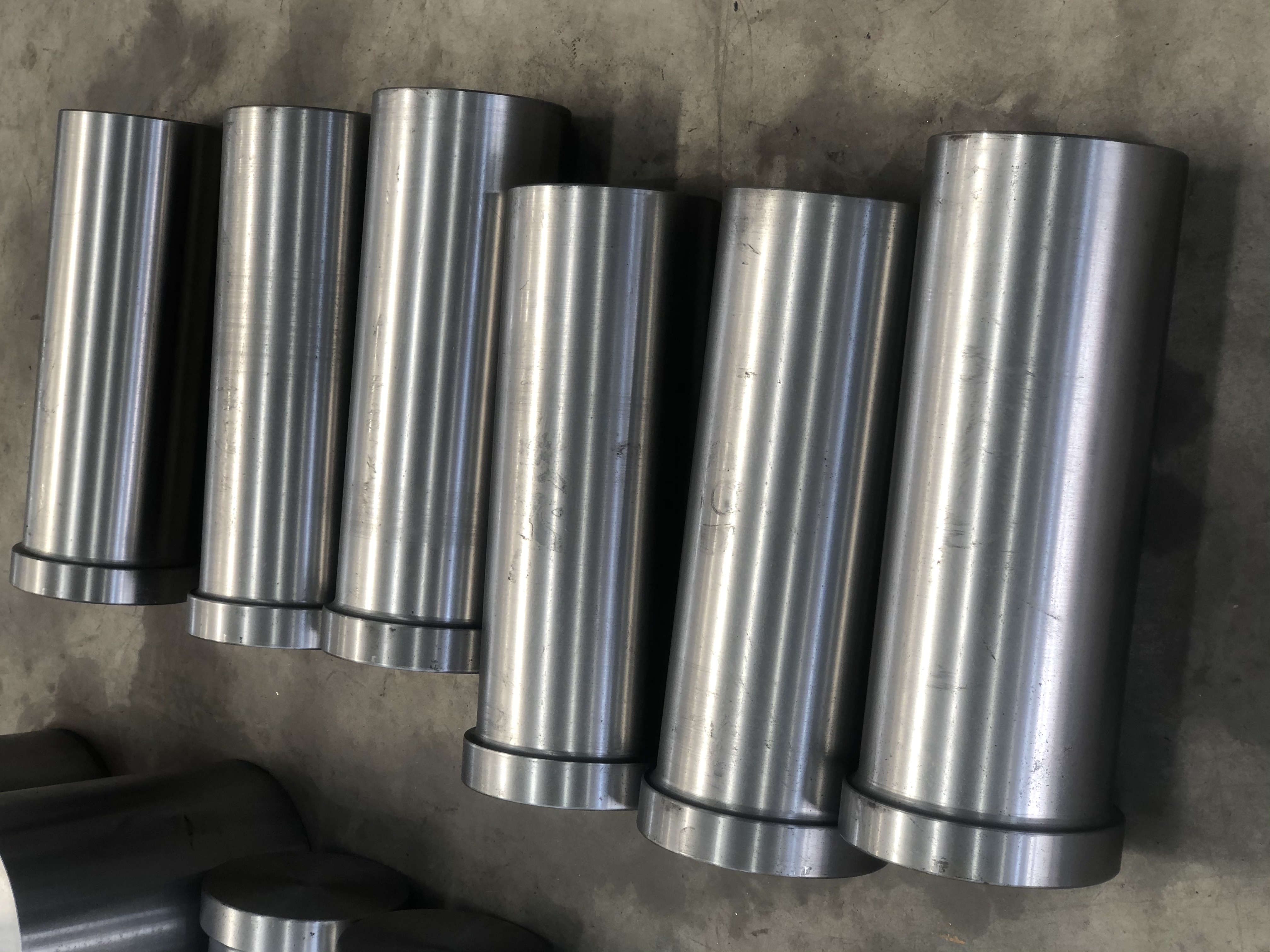
Forged Bars




Кытайда ачык Die Forgings Manufacturer
Forged Bars


Жалпы колдонулган материал: 1045 | 4130 | 4140 | 4340 | 5120 | 8620 |42CrMo4 | 1.7225 | 34CrAlNi7 | S355J2 | 30NiCrMo12 |22NiCrMoV12
СОГУЛГАН БАРЛАР
Тегерек тилкелер, Чарчы тилкелер, Жалпак тилкелер жана Hex барлар. Бардык металлдар төмөнкү эритме түрлөрүнөн куймаларды өндүрүү үчүн согуу мүмкүнчүлүктөрү бар:
● Эритме болот
● Көмүртек болот
● Дат баспас болот
СОГАЛГАН БАР МҮМКҮНДҮЛҮКТӨРҮ
эритме
MAX ЭН
МАКС САЛМАК
Көмүртек, эритме
1500мм
26000 кг
Дат баспаган болот
800мм
20000 кг
СОГАЛГАН БАР МҮМКҮНДҮЛҮКТӨРҮ
Жасалма тегерек тилкелер жана алты бурчтуу тилкелер үчүн максималдуу узундук 5000 мм, максималдуу салмагы 20000 кг.
Жалпак тилкелер жана квадрат тилкелер үчүн максималдуу узундук жана туурасы 1500мм, максималдуу салмагы 26000 кг.
A жасалма тилке же прокат тилкекуймасын алуу менен өндүрүлөт жанасогуужалпысынан эки карама-каршы жалпак өлчөмгө чейин төмөндөйт. Согулган металлдар куюлган формаларга же иштетилген тетиктерге караганда күчтүүрөөк, катуураак жана бышык болот. Сиз согмалардын бардык бөлүмдөрүндө согулган дан түзүлүшүн ала аласыз, бөлүктөрдүн ийрилүүсүнө жана эскирүүгө туруштук берүү жөндөмдүүлүгүн жогорулатат.
Shanxi DongHuang Wind Power Flange Manufacturing Co., LTD., ISO каттоодон өткөн тастыкталган согуу өндүрүүчүсү катары, согуулар жана/же тилкелер сапаты боюнча бир тектүү жана материалдын механикалык касиеттерине же иштетүү касиеттерине зыян келтирүүчү аномалиялардан таза экендигине кепилдик берет.
Иш:
Болот классыEN 1.4923 X22CrMoV12-1
СтруктураМартенситтик
| Химиялык курамы % болоттун X22CrMoV12-1 (1.4923): EN 10302-2008 | ||||||||
| C | Si | Mn | Ni | P | S | Cr | Mo | V |
| 0,18 - 0,24 | макс 0,5 | 0,4 - 0,9 | 0,3 - 0,8 | макс 0,025 | макс 0,015 | 11 - 12.5 | 0,8 - 1,2 | 0,25 - 0,35 |
Тиркемелер
Электр станциясы, Машина куруу, Электр энергиясын өндүрүү.
Түтүк линиялары, буу казандары жана турбиналар үчүн компоненттер.
Жеткирүү формасы
Тегерек тилке, прокатталган согуу шакекчелери, тегерек тилкелер, X22CrMoV12-1 жасалма тилке
Өлчөмү: φ58x 536L мм.



Согуу (ысык жумуш) практикасы
Материалдар мешке жүктөлөт жана ысытылат. Температура 1100 ℃ жеткенде, металл жасалма болот. Бул кандайдыр бир механикалык процесске тиешелүү, ал металлдын бир же бир нече штамптарды түзүүчү, мисалы, ачык/жабык согуу, экструзия, прокаттоо жана башкалар. Бул процесстин жүрүшүндө металлдын температурасы төмөндөйт. Ал 850℃ чейин төмөндөгөндө, металл кайра ысытылат. Андан кийин ошол жогорку температурада (1100 ℃) ысык ишти кайталаңыз. куймадан куймага чейин ысык жумуш катышы үчүн минималдуу катышы 3 1 болуп саналат.
Жылуулук менен дарылоо процедурасы
Алдын ала ысытуу менен иштетүүчү материалды жылуулук менен иштетүү мешине жүктөңүз. 900 ℃ температурага чейин жылытуу. Температурада 6 саат 5 мүнөт кармаңыз. Майды өчүрүү жана 640℃ температурада ачуу. Андан кийин аба муздатуу.
X22CrMoV12-1 жасалма тилкесинин механикалык касиеттери (1.4923).
| Rm- Созуу күчү (МПа) (+QT) | 890 |
| Rp0.20,2% далил күчү (МПа) (+QT) | 769 |
| KV- таасир энергиясы (Дж) (+QT) | -60° 139 |
| A - Мин. сынганда узартуу (%) (+QT) | 21 |
| Brinell катуулугу (HBW): (+A) | 298 |
Жогоруда айтылгандардан башка ар кандай материалдык класстар кардардын талабы боюнча жасалма болушу мүмкүн.