
ILprocesso di forgiaturadi solito include i seguenti passaggi: selezione di billette di alta qualità, tranciatura, riscaldamento, formatura eraffreddamento della forgiatura.
Processi di forgiaturaincludono forgiatura libera, forgiatura a stampo e sottileforgiatura di filmDurante la produzione,forgiatura diversaI metodi vengono selezionati in base alla qualità dei pezzi forgiati e al numero di lotti di produzione.
Forgiatura liberabassa produttività, ampia tolleranza di lavorazione, ma utensili semplici, grande versatilità, ampiamente utilizzato inforgiaturapezzi forgiati singoli e in piccole serie, forma semplice.Forgiatura liberaL'attrezzatura comprende martello pneumatico, martello a vapore e pressa idraulica per la produzione di pezzi forgiati di piccole, medie e grandi dimensioni.forgiaturaOffre elevata produttività, semplicità d'uso, facile meccanizzazione e automazione. I pezzi forgiati a stampo presentano un'elevata precisione dimensionale, una ridotta tolleranza di lavorazione e una distribuzione razionale della struttura delle fibre, che possono migliorare ulteriormente la durata dei componenti. Processo di base:forgiatura libera: Inforgiatura libera,La forma forgiata viene gradualmente forgiata attraverso alcuni processi di deformazione di base. I processi di base della forgiatura libera sono la ricalcatura, l'allungamento, lo stampaggio, la piegatura e il taglio. La ricalcatura è un'operazione in cui un materiale grezzo viene forgiato assialmente per ridurne l'altezza e aumentarne la sezione trasversale. Questo tipo di processo è comunemente utilizzato per la forgiatura di billette di ingranaggi e altri dischi forgiati. Esistono due tipi di ondulazioni: la ricalcatura totale e la forgiatura parziale. L'allungamento per imbutitura è un processo di forgiatura che aumenta la lunghezza della billetta e ne riduce la sezione trasversale. È comunemente utilizzato per produrre alberi, come mandrini di tornio e bielle.
1. timbratura
Timbratura Aprocesso di forgiaturain cui i punzoni perforano o forano senza l'uso di punzoni, piegando la forgiatura, piegando il pezzo grezzo in un certo angolo o forma, tagliando e dividendo il pezzo grezzo o tagliando il materiale.
2. forgiatura a matrice
Il pezzo grezzo riscaldato viene inserito nello stampo di forgiatura, che è fissato al dispositivo di forgiatura da forgiare.
Processi di base per la forgiatura a stampo. Processi di forgiatura a stampo: taglio, riscaldamento, preforgiatura, forgiatura finale, stampaggio, rifilatura, tempra e rinvenimento, pallinatura. I processi più comuni sono ricalcatura, allungamento, piegatura, stampaggio e formatura.
Comuneforgiatura a matriceattrezzatura L'attrezzatura comune per la forgiatura a matrice include il martello a matrice, il caldoforgiatura a matricepressa, pressa per forgiatura piana e pressa a frizione. In generale,qualità della flangia di forgiaturaÈ meglio, l'uso generale della forgiatura a stampo, con una struttura cristallina fine e un'elevata resistenza, ovviamente, comporta un costo maggiore. Che si tratti di flange per fusione o forgiatura, è il metodo di produzione più comune. Fare riferimento ai requisiti di resistenza dei componenti utilizzati. Se i requisiti non sono elevati, è possibile utilizzare ancheflange rotanti.
3. Flangia a triplo taglio
I diametri interno ed esterno della flangia e lo spessore del disco vengono tagliati direttamente sulla piastra intermedia, mentre i fori per i bulloni e le linee di galleggiamento vengono lavorati meccanicamente. La flangia così realizzata è chiamata flangia tagliata e il suo diametro massimo è limitato alla larghezza della piastra intermedia.
Il taglio della flangia
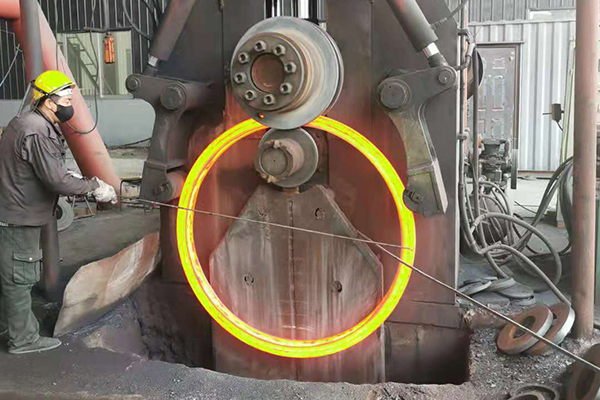
4.Flangia di rotolamento quadrupla
Il processo di taglio delle strisce con piastre intermedie e successiva laminazione in cerchi è chiamato laminazione e viene utilizzato per produrre flange di grandi dimensioni. Una volta completato l'avvolgimento, si procede alla saldatura, quindi alla spianatura e infine alla lavorazione della linea di galleggiamento e dei fori per i bulloni.
Data di pubblicazione: 08-04-2022