
Akovácsolási folyamatáltalában a következő lépéseket foglalja magában: kiváló minőségű tuskó kiválasztása, melegítés, formázás éskovácsolás hűtése.
Kovácsolási folyamatokbeleértve a szabad kovácsolást, a stancolt kovácsolást és a vékony kovácsolástfilmkovácsolásA gyártás soránkülönböző kovácsolásA módszereket a kovácsolt darabok minősége és a gyártási tételek száma alapján választják ki.
Ingyenes kovácsolásalacsony termelékenység, nagy feldolgozási ráhagyás, de egyszerű eszközök, nagy sokoldalúság, széles körben használjákkovácsolásegyszeri és kis tételű kovácsolt darabok, egyszerű forma.Ingyenes kovácsolásA berendezések között légkalapács, gőzkalapács és hidraulikus prés található kis, közepes és nagy kovácsolt darabok gyártásához.kovácsolásmagas termelékenységgel, egyszerű kezelhetőséggel, könnyű gépesítéssel és automatizálással rendelkezik. A kovácsolt darabok nagy méretpontossággal, kis megmunkálási ráhagyással és ésszerű szálszerkezet-eloszlással rendelkeznek, ami tovább javíthatja az alkatrészek élettartamát. A gyártás alapvető folyamataszabad kovácsolás: Beszabad kovácsolás,A kovácsolt alakot fokozatosan kovácsolják néhány alapvető alakítási folyamaton keresztül. A szabadkovácsolás alapvető folyamatai a zömítés, a nyújtás, a sajtolás, a hajlítás és a vágás. A zömítés egy olyan művelet, amelynek során egy nyersanyagot axiálisan kovácsolnak, hogy csökkentsék a magasságát és növeljék a keresztmetszetét. Ezt a fajta eljárást általában fogaskerék-tuskók és egyéb tárcsakovácsolások kovácsolására használják. Kétféle hullámosítás létezik: a teljes zömítés és a részleges kovácsolás. A húzásos nyújtás egy olyan kovácsolási eljárás, amely növeli a tuskó hosszát és csökkenti a keresztmetszetét. Általában tengelyek, például esztergaorsók és hajtórudak gyártására használják.
1.bélyegzés
A bélyegzéskovácsolási folyamatamelyben lyukasztók lyukasztást végeznek lyukak nélkül, hajlítás kovácsolás, a nyersdarab bizonyos szögbe vagy alakba hajlítása, a nyersdarab vágása és felosztása vagy anyagvágás.
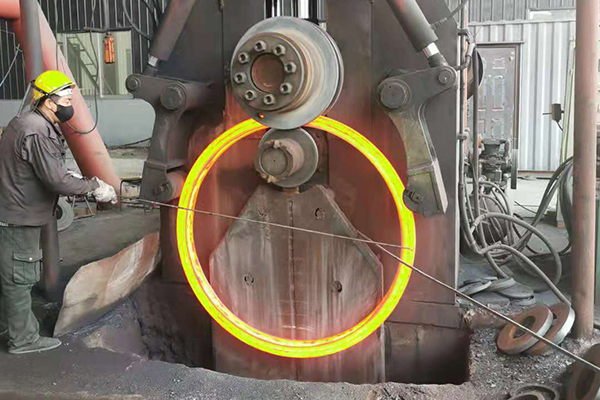
2. kovácsolás
A felmelegített nyersdarabot a kovácsolószerszámba helyezik, amelyet a kovácsolandó kovácsolóberendezéshez rögzítenek.
Süllyesztékes kovácsolás Alapvető eljárások Süllyesztékes kovácsolási eljárások: vágás, hevítés, előkovácsolás, végső kovácsolás, sajtolás, vágás, edzés és megeresztés, sörétezés. Gyakori eljárások a zömítés, nyújtás, hajlítás, sajtolás és alakítás.
KözöskovácsolásA gyakori kovácsolóberendezések közé tartozik a kovácskalapács, a forró kovácsoláskovácsolásprés, síkkovácsoló prés és dörzsprés. Általánosságban elmondható, hogykovácsolt karima minőségjobb, az általánosan használt préskovácsolás gyártása, finom kristályszerkezet, nagy szilárdság, természetesen az ár drágább. Akár öntött karimáról, akár kovácsolt karimáról van szó, ez a karima gyártásának általános módszere. Kérjük, tekintse meg a felhasznált alkatrészek szilárdsági követelményeit. Ha a követelmények nem magasak, akkor is használhatforgó karimák.
3. Háromszoros vágatú karima
A karima belső és külső átmérőjét, valamint a tárcsa vastagságát közvetlenül a közbenső lemezre vágják, és a csavarlyukakat és a vízvezetékeket megmunkálják. Az így elkészített karimát vágott karimának nevezik, és ennek a karimának a maximális átmérője a középső lemez szélességére korlátozódik.
A karima vágása
4. Négyszeres gördülő perem
A csíkok közbenső lemezekkel történő vágásának, majd körökké tekercselésének folyamatát hengerlésnek nevezik, és néhány nagyméretű karimát állítanak elő. A sikeres tekercselés után hegesztést, majd egyengető simítást, végül pedig a vízvezeték és a csavarfuratok megmunkálását végzik.
Közzététel ideje: 2022. április 8.