
Leprocessus de forgeagecomprend généralement les étapes suivantes : sélection de billettes de haute qualité, découpage, chauffage, formage etrefroidissement de forgeage.
Procédés de forgeagecomprennent le forgeage libre, le forgeage à l'emporte-pièce et le forgeage finforgeage de films. Pendant la production,forgeage différentles méthodes sont sélectionnées en fonction de la qualité des pièces forgées et du nombre de lots de production.
Forgeage librefaible productivité, grande marge de traitement, mais outils simples, grande polyvalence, largement utilisés dansforgeagepièces forgées en petites séries et en un seul lot, forme simple.Forgeage libreL'équipement comprend un marteau pneumatique, un marteau à vapeur et une presse hydraulique pour la production de pièces forgées de petite, moyenne et grande taille.forgeageDotées d'une productivité élevée, d'une simplicité d'utilisation et d'une mécanisation et d'une automatisation aisées, les pièces forgées présentent une grande précision dimensionnelle, de faibles surépaisseurs d'usinage et une répartition raisonnable de la structure fibreuse, ce qui améliore encore la durée de vie des pièces. Procédé de baseforgeage libre: Dansforgeage libre,La forme forgée est progressivement forgée par des procédés de déformation élémentaires. Les procédés de base du forgeage libre sont le refoulement, l'allongement, l'emboutissage, le pliage et le découpage. Le refoulement est une opération qui consiste à forger axialement une matière première afin de réduire sa hauteur et d'augmenter sa section. Ce type de procédé est couramment utilisé pour le forgeage de billettes d'engrenages et autres pièces forgées de disques. Il existe deux types d'ondulations : le refoulement total et le forgeage partiel. L'allongement par étirage est un procédé de forgeage qui augmente la longueur de la billette et réduit sa section. Il est couramment utilisé pour la production d'arbres, tels que les broches de tours et les bielles.
1. estampage
Estampage Aprocessus de forgeagedans lequel les poinçons percent ou traversent des trous sans utiliser de poinçons, en pliant, en forgeant, en pliant l'ébauche dans un certain angle ou une certaine forme, en coupant et en divisant l'ébauche ou en coupant le matériau.
2. forgeage à l'emporte-pièce
L'ébauche chauffée est placée dans la matrice de forgeage, qui est fixée au dispositif de forgeage à forger.
Procédés de base du matriçage : découpage, chauffage, préforgeage, forgeage final, emboutissage, ébarbage, trempe et revenu, grenaillage. Les procédés courants sont le refoulement, l'allongement, le pliage, l'emboutissage et le formage.
Communforgeage à l'emporte-pièceL'équipement de forgeage à chaud comprend le marteau-pilon,forgeage à l'emporte-piècepresse, presse à forger plate et presse à friction. En général,qualité de la bride forgéeLe forgeage est généralement utilisé pour la production, la structure cristalline fine et la résistance élevée. Bien sûr, le prix est plus élevé. Qu'il s'agisse de brides moulées ou forgées, c'est la méthode de fabrication la plus courante. Veuillez vous référer aux exigences de résistance des composants utilisés. Si les exigences ne sont pas élevées, vous pouvez également utiliser des brides moulées.brides rotatives.
3. Bride à triple coupe
Les diamètres intérieur et extérieur de la bride ainsi que l'épaisseur du disque sont découpés directement sur la plaque intermédiaire, et les trous de boulons et les conduites d'eau sont usinés. La bride ainsi obtenue est appelée bride découpée, et son diamètre maximal est limité à la largeur de la plaque intermédiaire.
La découpe de la bride
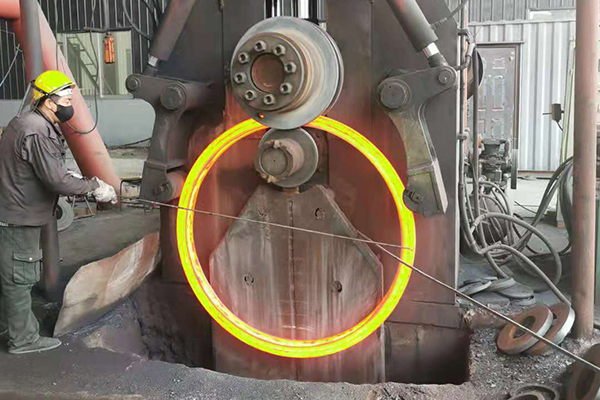
4. Bride à roulement quadruple
Le laminage consiste à découper des bandes avec des plaques intermédiaires, puis à les laminer en cercles. Il est utilisé pour produire de grandes brides. Une fois le laminage réussi, le soudage est effectué, puis l'aplatissement est réalisé, puis la ligne de flottaison et les trous de boulons sont traités.
Date de publication : 08/04/2022