
Laforĝa procezokutime inkluzivas la jenajn paŝojn: elekto de altkvalitaj pecoj, varmigo, formado kajforĝa malvarmigo.
Forĝaj procezojinkluzivas liberan forĝadon, forĝadon per matrico kaj maldikanfilmforĝadoDum produktado,malsama forĝadometodoj estas elektitaj laŭ la kvalito de la forĝaĵoj kaj la nombro de produktadaj aroj.
Libera forĝadomalalta produktiveco, granda prilabora ebleco, sed simplaj iloj, granda versatileco, vaste uzata enforĝadounuopaj kaj malgrandaj aroj da forĝado, simpla formo.Libera forĝadoekipaĵo inkluzivas aermartelon, vapormartelon kaj hidraŭlikan gazetaron por la produktado de malgrandaj, mezgrandaj kaj grandaj forĝaĵoj. Ŝtalmaŝinoforĝadohavas altan produktivecon, simplan operacion, facilan mekanizadon kaj aŭtomatigon. Forĝitaj pecoj havas altan dimensian precizecon, malgrandan maŝinadan aldonaĵon kaj racian fibrostrukturan distribuon, kio povas plu plibonigi la servodaŭron de partoj. Baza procezo delibera forĝadoEnlibera forĝado,La forĝita formo estas iom post iom forĝita per kelkaj bazaj deformaj procezoj. La bazaj procezoj de libera forĝado estas renversado, plilongigo, stampado, fleksado kaj tranĉado. Refalsado estas operacio en kiu kruda materialo estas forĝita akse por redukti ĝian altecon kaj pliigi ĝian transversan sekcion. Ĉi tiu tipo de procezo estas ofte uzata por forĝi de dentradblokojn kaj aliajn diskajn forĝaĵojn. Ekzistas du specoj de ondiĝoj: totala renversado kaj parta forĝado. Tira plilongigo estas forĝa procezo kiu pliigas la longon de la blokilo kaj reduktas la transversan sekcion. Ĝi estas ofte uzata por produkti ŝaftojn, kiel ekzemple tornilajn spindelojn kaj bielojn.
1.stampado
Stampado Aforĝa procezoen kiu stampiloj truas tra aŭ tra truoj sen la uzo de stampiloj, fleksado forĝado, fleksado de la krudaĵo en certan angulon aŭ formon, tranĉado kaj dividante la krudaĵon aŭ tranĉante materialon.
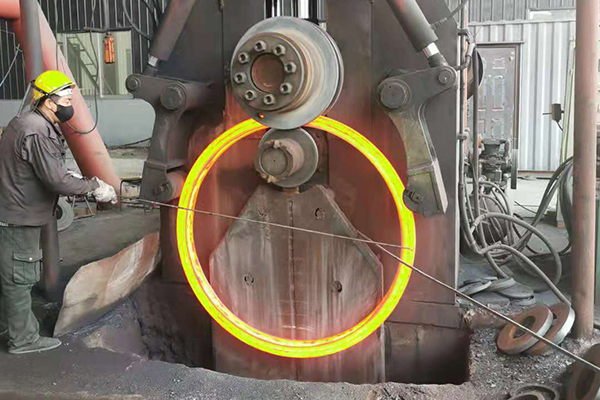
2. forĝado per premŝmiraĵo
La varmigita krudaĵo estas metata en la forĝŝildon, kiu estas fiksita al la forĝota forĝaparato.
Bazaj Procezoj de Forĝado de Ŝablonoj Forĝado de ŝablonoj: tranĉado, varmigado, antaŭforĝado, fina forĝado, stampado, pritondado, malvarmigo kaj revenigado, globgrenadado. Oftaj procezoj estas renversado, plilongigo, fleksado, stampado kaj formado.
Komunaforĝado de premsignojekipaĵo Oftaj forĝadekipaĵoj inkluzivas forĝmartelon, varman forĝmartelonforĝado de premsignojgazetaro, plata forĝgazetaro kaj frikcia gazetaro. Ĝenerale parolante,forĝanta flanĝa kvalitoestas pli bone, la ĝenerala uzo de forĝado per premŝildo, fajna kristala strukturo, alta forto, kompreneble, la prezo estas pli multekosta. Ĉu temas pri fandita flanĝo aŭ forĝa flanĝo, ĝi estas la komuna metodo por fabrikado de flanĝoj. Bonvolu rilati al la forto-postuloj por la uzataj komponantoj. Se la postuloj ne estas altaj, vi ankaŭ povas uzirotaciantaj flanĝoj.
3. Triobla tranĉita flanĝo
La interna kaj ekstera diametroj de la flanĝo kaj la dikeco de la disko estas tranĉitaj rekte sur la meza plato, kaj la rigliltruoj kaj akvotuboj estas maŝinitaj. La tiel farita flanĝo nomiĝas tranĉita flanĝo, kaj la maksimuma diametro de ĉi tiu flanĝo estas limigita al la larĝo de la meza plato.
La tranĉado de la flanĝo
4. Kvarobla ruliĝanta flanĝo
La procezo de tranĉado de strioj per interaj platoj kaj poste rulado de ili en cirklojn nomiĝas rulado kaj estas uzata por produkti iujn grandajn flanĝojn. Post kiam la volvado sukcesas, la veldado estas efektivigita, poste la platigo, kaj poste la akvoliniaj kaj riglilaj truoj estas prilaboritaj.
Afiŝtempo: 8-a de aprilo 2022