
Ten/Ta/Toproces kováníobvykle zahrnuje následující kroky: výběr vysoce kvalitního polotovaru, ohřev, tváření achlazení kování.
Kovací procesyzahrnují volné kování, zápustkové kování a tenkékování filmuBěhem výrobyrůzné kováníMetody se volí podle kvality výkovků a počtu výrobních dávek.
Volné kovánínízká produktivita, velký přídavek na zpracování, ale jednoduché nástroje, velká všestrannost, široce používané vkováníJednoduché a malosériové výkovky, jednoduchý tvar.Volné kováníZařízení zahrnuje pneumatický buchar, parní buchar a hydraulický lis pro výrobu malých, středních a velkých výkovků.kovánímá vysokou produktivitu, jednoduchou obsluhu, snadnou mechanizaci a automatizaci. Výkovky kované do zápustky mají vysokou rozměrovou přesnost, malý přídavek na obrábění a rozumné rozložení vláknité struktury, což může dále zlepšit životnost dílů. Základní procesvolné kováníVvolné kování,Kovaný tvar se postupně kuje pomocí několika základních deformačních procesů. Základními procesy volného kování jsou pěchování, prodlužování, ražení, ohýbání a řezání. Pěchování je operace, při které se surovina axiálně kuje, aby se zmenšila její výška a zvětšil její průřez. Tento typ procesu se běžně používá pro kování ozubených kol a dalších kotoučových výkovků. Existují dva typy zvlnění: úplné pěchování a částečné kování. Prodlužování tažením je proces kování, který zvětšuje délku sochoru a zmenšuje průřez. Běžně se používá k výrobě hřídelí, jako jsou vřetena soustruhů a ojnice.
1. ražení
Razítko Aproces kovánípři nichž razníky prorážejí otvory skrz nebo naskrz bez použití razníků, ohýbají kování, ohýbají polotovar do určitého úhlu nebo tvaru, řezají a dělí polotovar nebo řezají materiál.
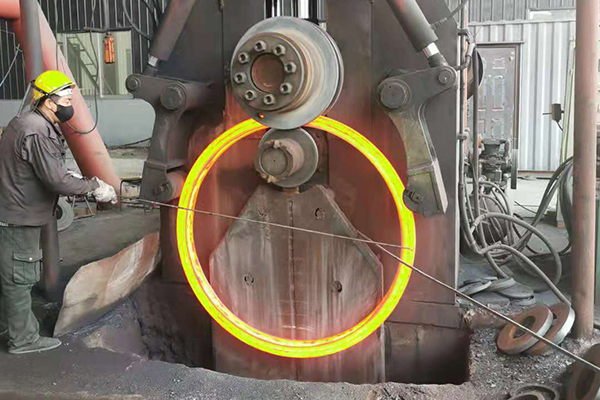
2. kování v zápustce
Zahřátý polotovar se umístí do kovací formy, která je upevněna k kovacímu zařízení, které se má kovat.
Základní procesy kování v zápustce Procesy kování v zápustce: řezání, ohřev, předkování, konečné kování, ražení, ořezávání, kalení a popouštění, kuličkování. Běžné procesy jsou pěchování, prodlužování, ohýbání, ražení a tváření.
Společnýkovánízařízení Mezi běžné kovací zařízení patří zápustkový kladiv, horkýkovánílis, plochý kovací lis a třecí lis. Obecně řečeno,kvalita kované přírubyJe lepší, obecně se používá k výrobě zápustkového kování, jemná krystalová struktura, vysoká pevnost, samozřejmě je cena vyšší. Ať už se jedná o odlévanou přírubu nebo kovanou přírubu, je to běžná metoda výroby příruby. Viz pevnostní požadavky použitých součástí. Pokud požadavky nejsou vysoké, můžete také použítotočné příruby.
3. Trojitá příruba
Vnitřní a vnější průměr příruby a tloušťka disku se vyříznou přímo na mezilehlé desce a otvory pro šrouby a vodorysky se obrobí. Takto vyrobená příruba se nazývá řezaná příruba a maximální průměr této příruby je omezen šířkou střední desky.
Řezání příruby
4. Čtyřnásobná valivá příruba
Proces řezání pásů s mezilehlými deskami a jejich následného válcování do kruhů se nazývá válcování a používá se k výrobě velkých přírub. Po úspěšném navinutí se provede svařování, zploštění a následně se ošetří vodoryska a otvory pro šrouby.
Čas zveřejnění: 8. dubna 2022