Kované tyče




Výrobce výkovků v Číně
Kované tyče


Běžně používaný materiál: 1045 | 4130 | 4140 | 4340 | 5120 | 8620 |42CrMo4 | 1,7225 | 34CrAlNi7 | S355J2 | 30NiCrMo12 | 22NiCrMoV12
KOVANÉ TYČOVÉ TVARY
Kulaté tyče, čtvercové tyče, ploché tyče a šestihranné tyče. All Metals má kovací kapacity pro výrobu tyčí z následujících typů slitin:
● Legovaná ocel
● Uhlíková ocel
● Nerezová ocel
MOŽNOSTI KOVANÉ TYČE
SLITINA
MAXIMÁLNÍ ŠÍŘKA
MAXIMÁLNÍ HMOTNOST
Uhlík, slitina
1500 mm
26 000 kg
Nerez
800 mm
20 000 kg
MOŽNOSTI KOVANÉ TYČE
Maximální délka kovaných kulatých a šestihranných tyčí je 5000 mm s maximální hmotností 20 000 kg.
Maximální délka a šířka plochých a čtvercových tyčí je 1500 mm s maximální hmotností 26 000 kg.
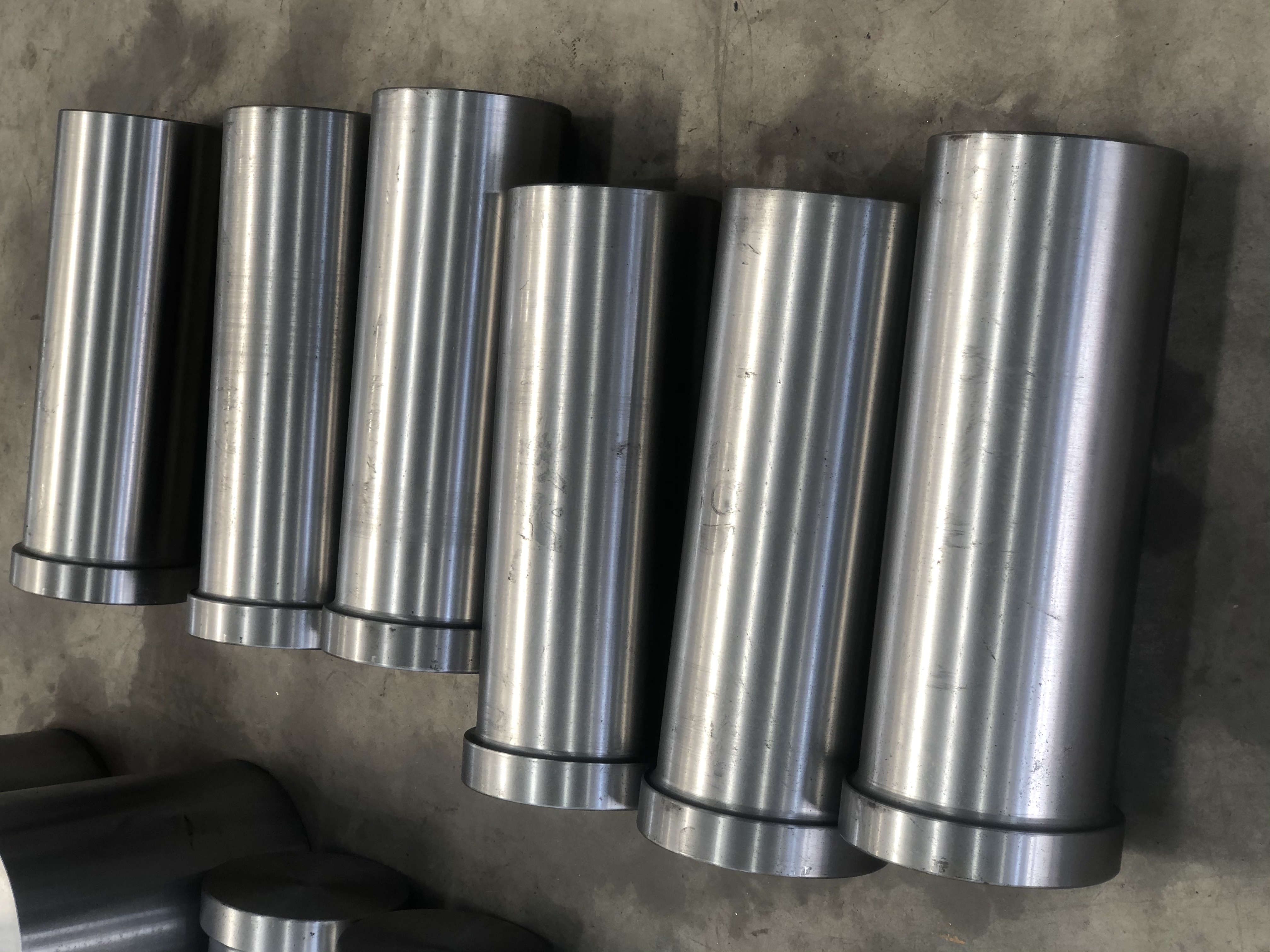
A kovaná tyč nebo válcovaná tyčse vyrábí odebráním ingotu akovánízmenšuje se na požadovanou velikost obvykle dvěma protilehlými plochými zápustkami. Kované kovy bývají pevnější, tvrdší a odolnější než odlitky nebo obráběné díly. Kované zrnité struktury lze dosáhnout ve všech částech výkovků, což zvyšuje schopnost dílů odolávat deformaci a opotřebení.
Společnost Shanxi DongHuang Wind Power Flange Manufacturing Co., LTD., jakožto výrobce kovaných výkovků s certifikací ISO, zaručuje, že výkovky a/nebo tyče jsou homogenní kvality a neobsahují anomálie, které by negativně ovlivňovaly mechanické vlastnosti nebo obrobitelnost materiálu.
Věc:
Třída oceliEN 1.4923 X22CrMoV12-1
StrukturaMartenzitický
| Chemické složení % oceli X22CrMoV12-1 (1.4923): EN 10302-2008 | ||||||||
| C | Si | Mn | Ni | P | S | Cr | Mo | V |
| 0,18 - 0,24 | max. 0,5 | 0,4 - 0,9 | 0,3 - 0,8 | max. 0,025 | max. 0,015 | 11 - 12,5 | 0,8 - 1,2 | 0,25 - 0,35 |
Aplikace
Pohonná jednotka, Strojírenství, Výroba energie.
Komponenty pro potrubí, parní kotle a turbíny.
Dodací formulář
Kulatá tyč, Válcované výkovky, Prstence, Vrtané kulaté tyče, Kovaná tyč X22CrMoV12-1
Rozměr: φ58 x 536L mm.



Kování (práce za tepla)
Materiály se vkládají do pece a zahřívají. Když teplota dosáhne 1100 °C, kov se kuje. Tím se rozumí jakýkoli mechanický proces, který tvaruje kov s použitím jedné nebo více zápustek, např. otevřené/uzavřené kování, protlačování, válcování atd. Během tohoto procesu teplota kovu klesá. Když klesne na 850 °C, kov se znovu zahřeje. Poté se opakuje tepelná úprava při této zvýšené teplotě (1100 °C). Minimální poměr pro tepelnou úpravu mezi ingotem a sochorem je 3:1.
Postup tepelného zpracování
Vložte předehřátý obráběný materiál do pece pro tepelné zpracování. Zahřejte na teplotu 900 °C. Držte při této teplotě 6 hodin a 5 minut. Kalení v oleji a popouštění při 640 °C. Poté ochlaďte vzduchem.
Mechanické vlastnosti kované tyče X22CrMoV12-1 (1.4923).
| Prostor- Pevnost v tahu (MPa) (+QT) | 890 |
| Rp0.2Mez kluzu 0,2 % (MPa) (+QT) | 769 |
| KV- Energie nárazu (J) (+QT) | -60° 139 |
| A - Minimální prodloužení při přetržení (%) (+QT) | 21 |
| Tvrdost dle Brinella (HBW): (+A) | 298 |
Jakékoli jiné jakosti materiálů než výše uvedené lze kovat dle požadavků zákazníka.