নকল বার




চীনে ওপেন ডাই ফোরজিংস প্রস্তুতকারক
নকল বার


সাধারণ ব্যবহৃত উপাদান: ১০৪৫ | ৪১৩০ | ৪১৪০ | ৪৩৪০ | ৫১২০ | ৮৬২০ |৪২CrMo৪ | ১.৭২২৫ | ৩৪CrAlNi৭ | S৩৫৫J২ | ৩০NiCrMo১২ | ২২NiCrMoV১২
নকল বার আকৃতি
গোলাকার বার, বর্গাকার বার, ফ্ল্যাট বার এবং হেক্স বার। সমস্ত ধাতুর নিম্নলিখিত ধরণের অ্যালয় থেকে বার তৈরি করার জন্য ফোরজিং ক্ষমতা রয়েছে:
● মিশ্র ইস্পাত
● কার্বন ইস্পাত
● স্টেইনলেস স্টিল
নকল বারের ক্ষমতা
খাদ
সর্বোচ্চ প্রস্থ
সর্বোচ্চ ওজন
কার্বন, খাদ
১৫০০ মিমি
২৬০০০ কেজি
মরিচা রোধক স্পাত
৮০০ মিমি
২০০০০ কেজি
নকল বারের ক্ষমতা
নকল গোলাকার বার এবং হেক্স বারের সর্বোচ্চ দৈর্ঘ্য ৫০০০ মিমি, সর্বোচ্চ ওজন ২০০০০ কেজি।
ফ্ল্যাট বার এবং বর্গাকার বারের সর্বোচ্চ দৈর্ঘ্য এবং প্রস্থ ১৫০০ মিমি, যার সর্বোচ্চ ওজন ২৬০০০ কেজি।
A নকল দণ্ড অথবা ঘূর্ণিত দণ্ডএকটি পিণ্ড গ্রহণ করে উৎপাদিত হয় এবংজালকরণসাধারণত দুটি বিপরীতমুখী ফ্ল্যাট ডাই দ্বারা এটি আকারে হ্রাস করা হয়। নকল ধাতুগুলি ঢালাই ফর্ম বা মেশিন করা অংশগুলির তুলনায় শক্তিশালী, শক্ত এবং আরও টেকসই হয়। আপনি ফোরজিংসের সমস্ত অংশ জুড়ে একটি পেটা শস্য কাঠামো পেতে পারেন, যা অংশগুলিকে বিকৃতকরণ এবং ক্ষয় সহ্য করার ক্ষমতা বৃদ্ধি করে।
শানসি ডংহুয়াং উইন্ড পাওয়ার ফ্ল্যাঞ্জ ম্যানুফ্যাকচারিং কোং, লিমিটেড, একটি ISO নিবন্ধিত সার্টিফাইড ফোরজিং প্রস্তুতকারক হিসাবে, গ্যারান্টি দেয় যে ফোরজিংস এবং/অথবা বারগুলি মানের দিক থেকে একজাত এবং উপাদানের যান্ত্রিক বৈশিষ্ট্য বা মেশিনিং বৈশিষ্ট্যের জন্য ক্ষতিকারক কোনও অসঙ্গতি মুক্ত।
মামলা:
ইস্পাত গ্রেডEN 1.4923 X22CrMoV12-1
গঠনমার্টেনসিটিক
| ইস্পাতের রাসায়নিক গঠন % X22CrMoV12-1 (1.4923): EN 10302-2008 | ||||||||
| C | Si | Mn | Ni | P | S | Cr | Mo | V |
| ০.১৮ - ০.২৪ | সর্বোচ্চ ০.৫ | ০.৪ - ০.৯ | ০.৩ - ০.৮ | সর্বোচ্চ ০.০২৫ | সর্বোচ্চ ০.০১৫ | ১১ - ১২.৫ | ০.৮ - ১.২ | ০.২৫ - ০.৩৫ |
অ্যাপ্লিকেশন
বিদ্যুৎকেন্দ্র, যন্ত্র প্রকৌশল, বিদ্যুৎ উৎপাদন।
পাইপ-লাইন, স্টিম বয়লার এবং টারবাইনের জন্য উপাদান।
ডেলিভারি ফর্ম
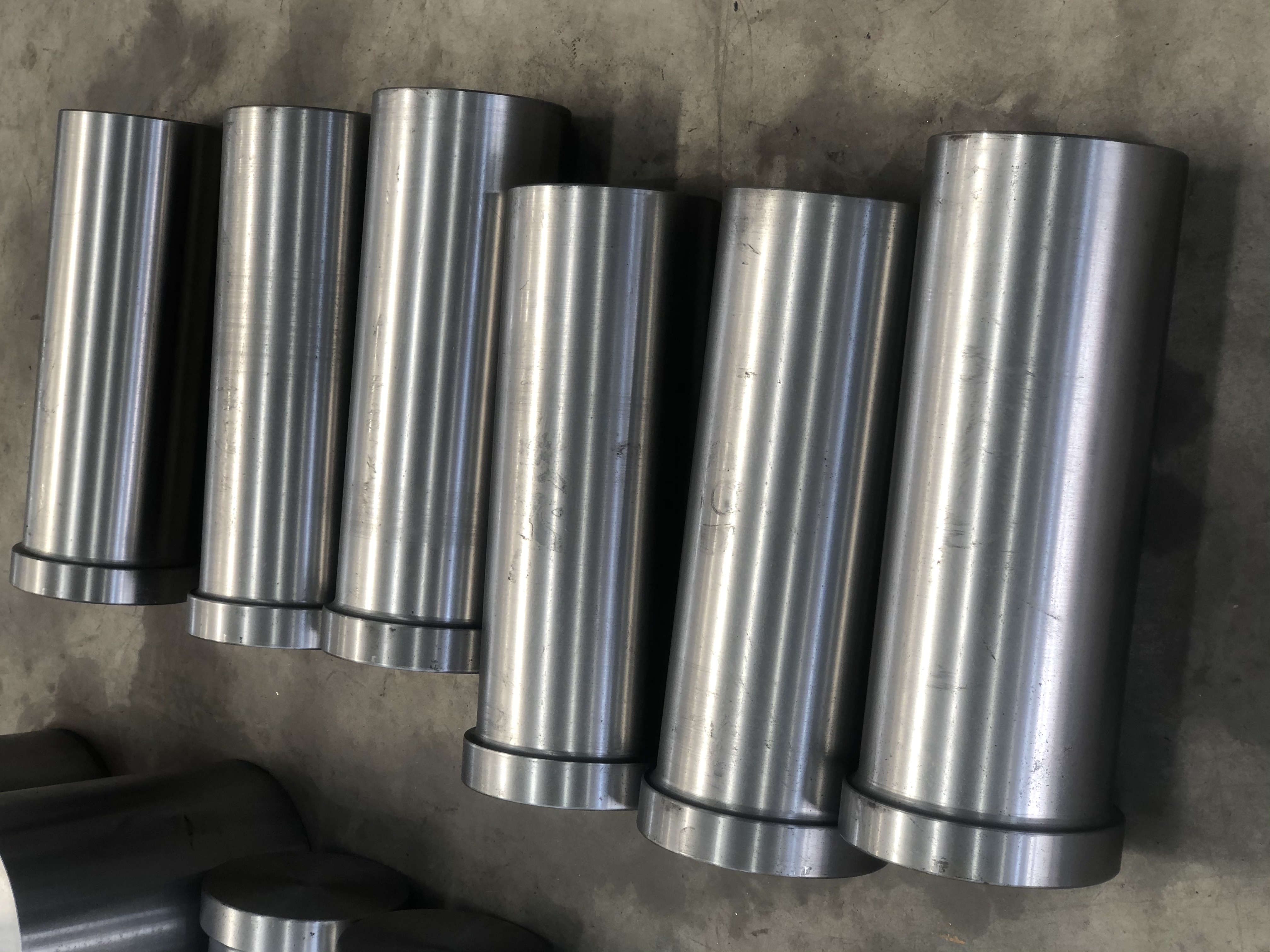
গোলাকার বার, রোল্ড ফোরজিংস রিং, বোরড রাউন্ডবার, X22CrMoV12-1 নকল বার
আকার: φ৫৮x ৫৩৬L মিমি।



ফোর্জিং (গরম কাজ) অনুশীলন
উপকরণগুলিকে চুল্লিতে লোড করা হয় এবং উত্তপ্ত করা হয়। যখন তাপমাত্রা ১১০০ ডিগ্রি সেলসিয়াসে পৌঁছায়, তখন ধাতু নকল হবে। এটি এমন যেকোনো যান্ত্রিক প্রক্রিয়াকে বোঝায় যা এক বা একাধিক ডাই তৈরি করে ধাতুকে আকৃতি দেয়, যেমন খোলা/বন্ধ ডাই ফোরজিং, এক্সট্রুশন, রোলিং ইত্যাদি। এই প্রক্রিয়া চলাকালীন, ধাতুর তাপমাত্রা কমে যায়। যখন এটি ৮৫০ ডিগ্রি সেলসিয়াসে কমে যায়, তখন ধাতু আবার উত্তপ্ত হবে। তারপর সেই উচ্চ তাপমাত্রায় (১১০০ ডিগ্রি সেলসিয়াস) গরম কাজ পুনরাবৃত্তি করুন। ইনগট থেকে বিলেট পর্যন্ত গরম কাজের অনুপাতের সর্বনিম্ন অনুপাত ৩ থেকে ১।
তাপ চিকিত্সা পদ্ধতি
প্রিহিট ট্রিট মেশিনিং উপাদানটি তাপ চিকিত্সা ফুরান্সে লোড করুন। 900 ℃ তাপমাত্রায় গরম করুন। 6 ঘন্টা 5 মিনিটের জন্য তাপমাত্রায় ধরে রাখুন। তেল নিভিয়ে 640 ℃ তাপমাত্রায় টেম্পার করুন। তারপর এয়ার-কুল করুন।
X22CrMoV12-1 নকল দণ্ডের যান্ত্রিক বৈশিষ্ট্য (1.4923)।
| রুম- প্রসার্য শক্তি (এমপিএ) (+কিউটি) | ৮৯০ |
| Rp0.2 সম্পর্কে০.২% প্রমাণ শক্তি (এমপিএ) (+কিউটি) | ৭৬৯ |
| KV- প্রভাব শক্তি (জে) (+কিউটি) | -৬০° ১৩৯ |
| A - ফ্র্যাকচারে ন্যূনতম প্রসারণ (%) (+কিউটি) | 21 |
| ব্রিনেল কঠোরতা (HBW): (+A) | ২৯৮ |
উপরে উল্লিখিত ব্যতীত অন্য যেকোনো উপাদানের গ্রেড গ্রাহকের প্রয়োজন অনুসারে জাল করা যেতে পারে।