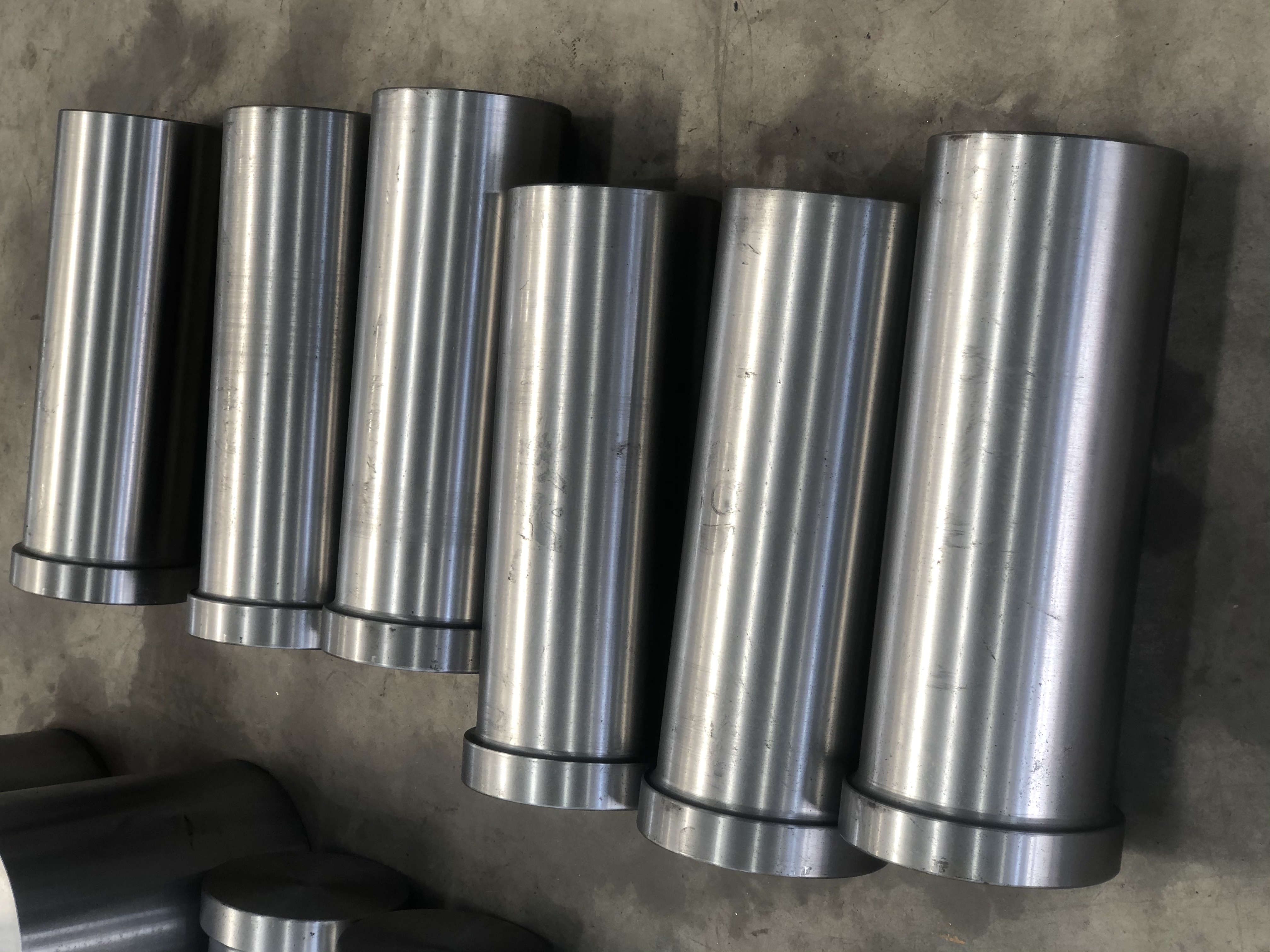
Döymə Barlar




Çində Açıq Kalıp Döymə İstehsalçısı
Döymə Barlar


Ümumi istifadə olunan material: 1045 | 4130 | 4140 | 4340 | 5120 | 8620 |42CrMo4 | 1.7225 | 34CrAlNi7 | S355J2 | 30NiCrMo12 |22NiCrMoV12
SAXLANMIŞ BAR FORMLARI
Dairəvi çubuqlar, Kvadrat çubuqlar, Düz çubuqlar və Hex barlar. Bütün Metallar aşağıdakı ərinti növlərindən çubuqlar istehsal etmək üçün döymə qabiliyyətinə malikdir:
● Alaşımlı polad
● Karbon polad
● Paslanmayan polad
SAXLANMIŞ BAR QABULLARI
ərintisi
MAX ENI
MAX ÇƏKİ
Karbon, ərinti
1500 mm
26000 kq
Paslanmayan Polad
800 mm
20000 kq
SAXLANMIŞ BAR QABULLARI
Dəyirmi çubuqlar və altıbucaqlı çubuqlar üçün maksimum uzunluq 5000 mm, maksimum çəkisi 20000 kq-dır.
Düz çubuqlar və kvadrat çubuqlar üçün maksimum uzunluq və eni 1500 mm, maksimum çəkisi 26000 kq-dır.
A saxta bar və ya yuvarlanan barkülçə götürülərək istehsal olunur vədöyməölçüsünə qədər, ümumiyyətlə, iki əks düz ölür. Döyülmüş metallar tökmə formalara və ya işlənmiş hissələrə nisbətən daha güclü, daha sərt və daha davamlı olurlar. Döymələrin bütün hissələri boyunca işlənmiş taxıl quruluşu əldə edə bilərsiniz, bu da hissələrin əyilmə və aşınmaya davamlılığını artırır.
Shanxi DongHuang Wind Power Flange Manufacturing Co., LTD., ISO qeydiyyatdan keçmiş sertifikatlı döymə istehsalçısı olaraq, döymə və/və ya çubuqların keyfiyyətcə homojen olmasına və materialın mexaniki xüsusiyyətlərinə və ya emal xüsusiyyətlərinə zərər verən anomaliyalardan azad olduğuna zəmanət verir.
Dava:
Polad dərəcəsiEN 1.4923 X22CrMoV12-1
StrukturMartensitik
| Poladın kimyəvi tərkibi % X22CrMoV12-1 (1.4923): EN 10302-2008 | ||||||||
| C | Si | Mn | Ni | P | S | Cr | Mo | V |
| 0,18 - 0,24 | maksimum 0,5 | 0,4 - 0,9 | 0,3 - 0,8 | maksimum 0,025 | maksimum 0,015 | 11 - 12.5 | 0,8 - 1,2 | 0,25 - 0,35 |
Proqramlar
Elektrik stansiyası, Maşınqayırma, Enerji istehsalı.
Boru xətləri, buxar qazanları və turbinlər üçün komponentlər.
Çatdırılma forması
Dairəvi çubuq, Yayılmış Döymə Üzüklər, Qazılmış dəyirmi çubuqlar, X22CrMoV12-1 Döymə bar
Ölçü: φ58x536L mm.



Döymə (Qaynar İş) Təcrübəsi
Materiallar sobaya yüklənir və qızdırılır. Temperatur 1100 ℃-ə çatdıqda, metal döyüləcək. Bu, metalın bir və ya daha çox matritsaya çevrilməsini formalaşdıran istənilən mexaniki prosesə aiddir, məsələn, açıq/qapalı kalıp döymə, ekstruziya, yayma və s. Bu proses zamanı metalın temperaturu düşür. 850 ℃-ə qədər azaldıqda metal yenidən qızdırılacaq. Sonra o yüksək temperaturda (1100 ℃) isti işi təkrarlayın. Külçədən kütükə qədər isti iş nisbəti üçün minimum nisbət 3 ilə 1-dir.
İstilik müalicəsi Proseduru
Əvvəlcədən isidilmiş emal materialını istilik müalicəsi sobasına yükləyin. 900 ℃ temperatura qədər qızdırın. Temperaturda 6 saat 5 dəqiqə saxlayın. Yağı söndürün və 640℃ temperaturda qızdırın. Sonra hava ilə soyudun.
X22CrMoV12-1 saxta çubuğunun mexaniki xüsusiyyətləri (1.4923).
| Rm- Dartma gücü (MPa) (+QT) | 890 |
| Rp0.20,2% sübut gücü (MPa) (+QT) | 769 |
| KV- Zərbə enerjisi (J) (+QT) | -60° 139 |
| A - Min. sınıqda uzanma (%) (+QT) | 21 |
| Brinell sərtliyi (HBW): (+A) | 298 |
Yuxarıda qeyd olunanlardan başqa istənilən material keyfiyyəti müştərinin tələbinə uyğun olaraq saxtalaşdırıla bilər.